FLOW-3D AM ���漼�g(sh��)����(j��)�����i���������۳ص��¿���ģʽ
�r(sh��)�g��2025-05-02 10:41 ��Դ���ϘO�� ���ߣ�admin ��x����
�S�����̎�������������߹�ˇ�ɿ��Բ��p��ȱ�ݣ��������ɞ���ƽ������������(f��)�s�����^�̵���Ҫ���ߡ��ϘO�ܫ@Ϥ����2025��AMUG���(hu��)�ϣ�F(xi��n)lowScience, Inc.��Ӌ(j��)�����w��(d��ng)���W(xu��) (CFD) ���̎�Garrett Clyma�������۳ؽ�ģ����ṩ�¹��܁탞(y��u)�����ˇ�����o��Г�(d��n)�߰������팍(sh��)�(y��n)�ɱ���
����(zh��n)�ĺ����������������^���н��ٵĸ߶Ⱦֲ��ӟ�Ϳ�����s���^����^���(hu��)��(d��o)���۳ز���(w��n)���ԣ��Ķ��a(ch��n)����϶��δ�ۺϺͱ��治Ҏ(gu��)�t��ȱ�ݡ�Clyma ��ጵ���“���ڸ��N�����(ch��ng)����õď�(f��)�s�ԣ��������������еIJ����О�O������(zh��n)�ԡ�”
FLOW-3D AM��һ��(g��)������ CFD ƽ�_(t��i)��ּ�ڸ߱���ȵز��@Щ�F(xi��n)��ʹ���̎��܉����M(j��n)�а��F�Ę�(g��u)����(sh��)�(y��n)֮ǰֱ�^�ؿ����۳ز���(w��n)���Ե�׃�����A(y��)��ȱ�ݡ�
FlowScience �� Garrett Clyma���zӰ��MichaelPetch��
�������Σ���ˇ��(w��n)���ԵĹ���
������������Ǻ����I(l��ng)���һ�N���췽����������������� (AM) �I(l��ng)������u�ռ����ɞ�һ�N�{(di��o)���������g�����ֲ��ķ������c���y(t��ng)�ĸ�˹�ֲ���ͬ�����������܉������ػ����x���Ե،������ֲ�������(g��)�����У��Ķ�Ӱ��۳��О���������ԡ�
Clyma ��B�˵������g(sh��)��W(xu��)Mohamed Bayat ��ʿ�F(tu��n)�(du��)�_չ��һ�(xi��ng)�о��ɹ���ԓ�о����� FLOW-3D AM ���g(sh��)�о��ˑ�(y��ng)���چε�⁺Ͻ�����ĭh(hu��n)��݆����ͨ�^�M�����и�ͬF(xi��n)��(ch��ng) X �侀�O(ji��n)�y(c��)�(y��n)�C������Y(ji��)���c��(sh��)�(y��n)�Y(ji��)���߶�һ�£��۳سߴ��`���h(yu��n)���� 10%��
��(d��ng)�F(tu��n)�(du��)�ڱ��ֿ����������㶨��ͬ�r(sh��)��׃о�h(hu��n)���ʱȕr(sh��)��ģ�M�Y(ji��)���@ʾ��������څ��(sh��)���h(hu��n)�ι����a(ch��n)�����۳ظ��������\�������˸�˹�������е���ס�Clyma�f����“�h(hu��n)�ι����a(ch��n)���ĭh(hu��n)�ΰ��݅^(q��)���@��С�����Ҳ��С���Ķ��γ��˸���(w��n)�����۳ء�”
Ȼ�����ڸ��ߵļ�����£�����(w��n)�����ٴγ��F(xi��n)��ģ�M�A(y��)�y(c��)���۳��м�(x��)�L(zh��ng)���������γɺ��w�R�ć��R——�@Щ�О��S����X�侀�����C��(sh��)��
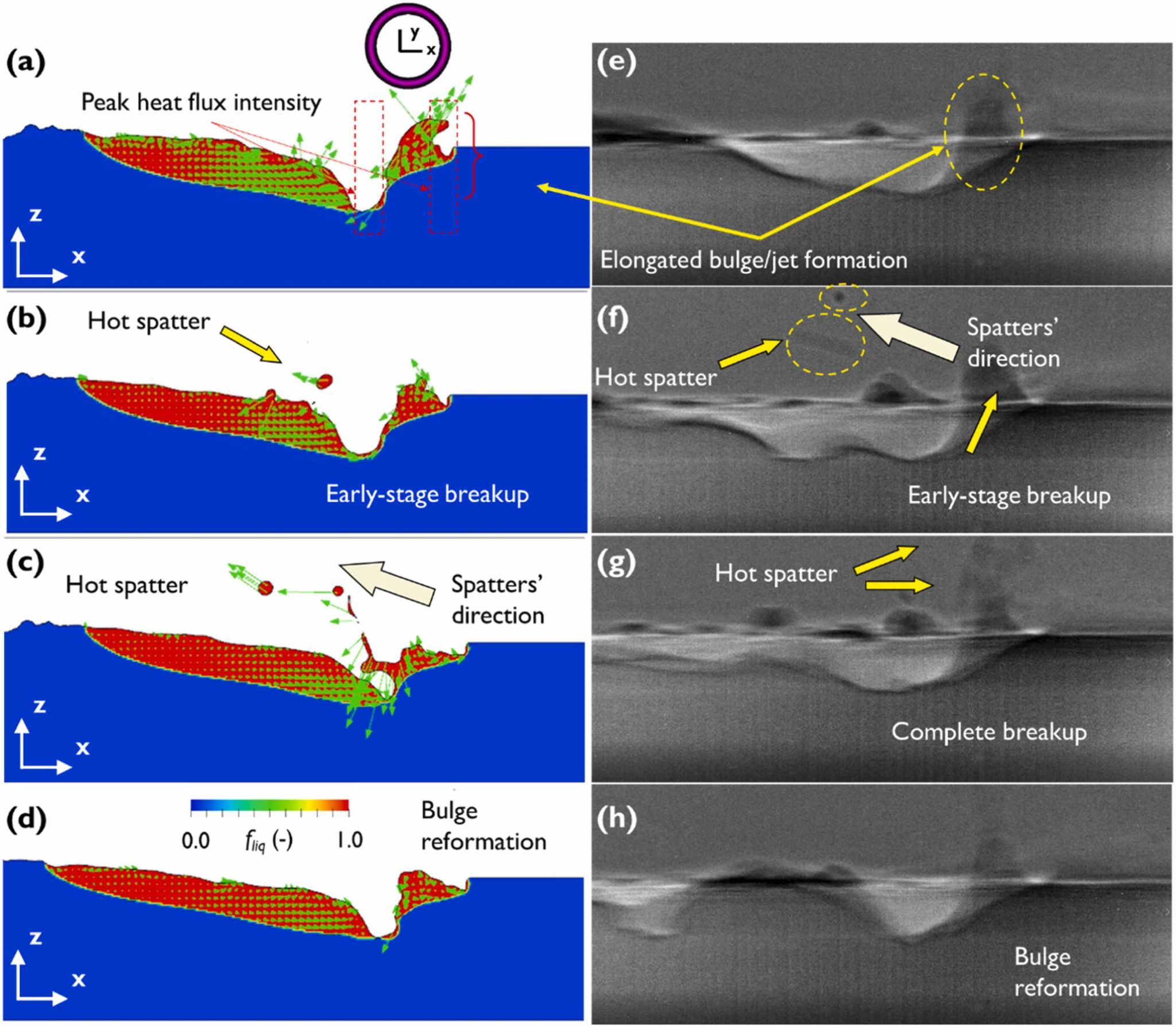
�����ĩ���ۺ��еĿ��g�������Σ��߱���ģ�M�c�F(xi��n)��(ch��ng)�O(ji��n)�y(c��)��ģ�M�c�F(xi��n)��(ch��ng)��(sh��)�(y��n)�۳�݆�����DƬ���Ԑ�˼Ψ����
�U(ku��)չ����������Π�
�����@Щ�Y(ji��)����F(xi��n)low Science �_չ��һ�(xi��ng)��(n��i)���о���̽���o�B(t��i)�̈́�(d��ng)�B(t��i)�Π�ļ������������o�ވD�������������c(di��n)��еȏ�(f��)�s݆������һ�_(t��i) 10 ���_(t��i)ʽ�C(j��)�ϣ���(g��)ģ�Mͨ���� 6 С�r(sh��)��(n��i)��ɣ�������IJ��л��l(f��)չʹ�ø���Ҏ(gu��)ģ�ą���(sh��)����ɞ���ܡ�
���磬���c(di��n)�Y(ji��)��(g��u)�������������xɢ�c(di��n)�ϣ���С��ģʽ�¿ɮa(ch��n)���^�ߵĴ���ȣ����ڂ���(d��o)ģʽ��Ч�����ޡ�“�҂����]����Ч�ؼӟ��۳أ���ֻ�Ǽӟ����@Щ���c(di��n)��”Clyma����f������(qi��ng)�{(di��o)�����x�����c�A(y��)�ڵĹ���ģʽ��һ�¡�
�������κ͟o���h(yu��n)�D�����^�쵽�^�͵�����۳��ٶȺ�����Ĝضȷֲ����@�����@Щ�Π�ȼ��й��������ṩ���õĹ�ˇ��(w��n)���ԡ���������r�£���(qi��ng)�ȡ��ضȡ��۳��ٶȺͼӹ����ʵ�ָ��(bi��o)�ṩ��һ��(g��)һ�µĿ�ܣ��������M(j��n)������ԇ�(y��n)֮ǰ�u(p��ng)����(qu��n)�����ס�“ģ�M�ǎ��������@Щ�Q�ߵķdz����õĹ��ߣ�”Clyma�f����ָ��������Ƶ����ɶȲ������ӣ���Ҫϵ�y(t��ng)�ķ������R(sh��)�e��ǰ���Ĺ������ԡ�
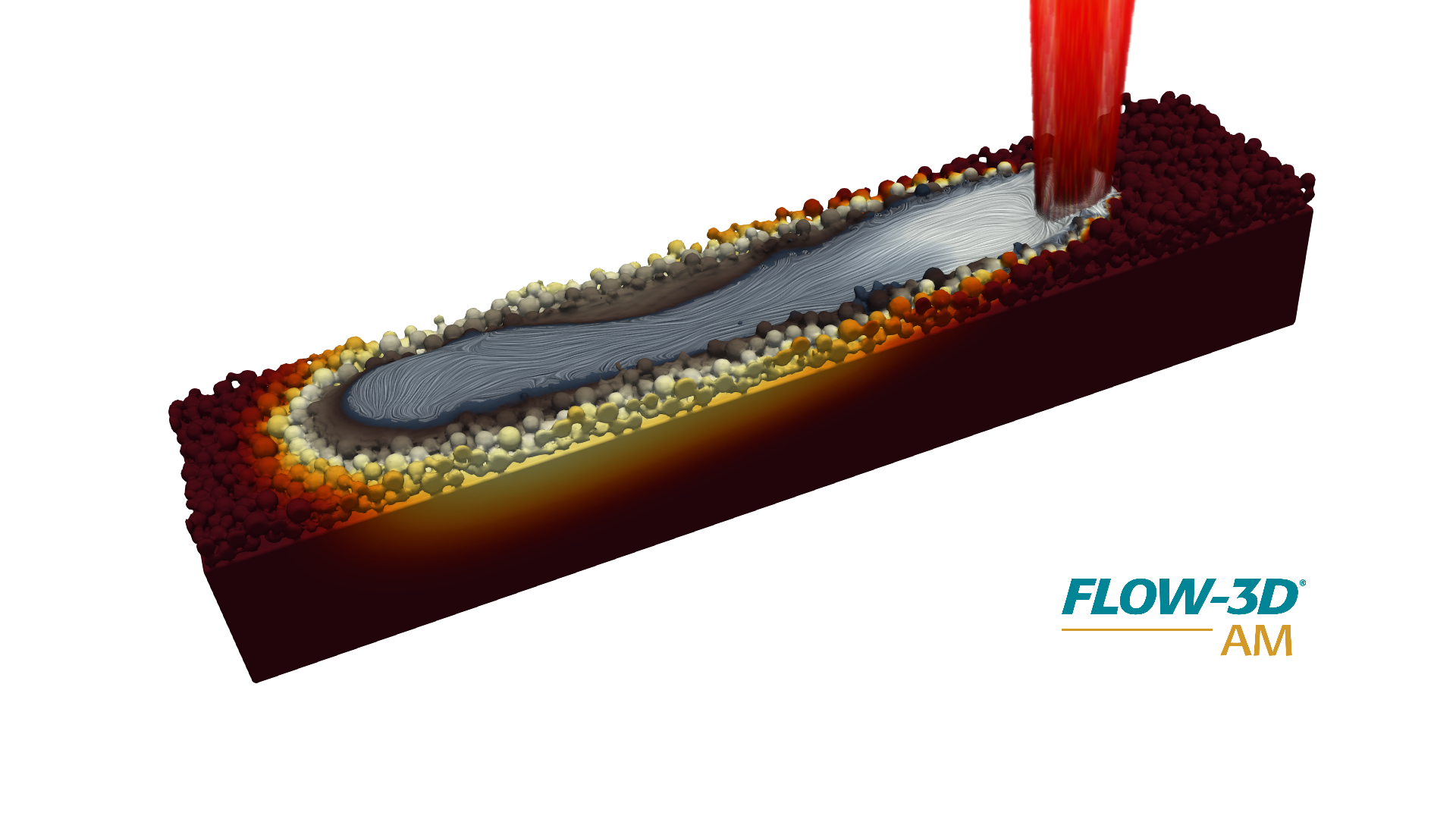
�����ĩ���ۺ�ģ�M�Ŀ�ҕ�����DƬ���� Flow Science��
���揈������W(xu��)Ч��(y��ng)�Ͳ�����ه��
AMUG ��(hu��)�h���c��(hu��)�߾�FLOW-3D AM ������ģ�͵���������Ԕ��(x��)�Ć��}��Clyma �_�J(r��n)���T���S�ض�׃���ı��揈�������|�Ǻͼ��������ʵ��P(gu��n)�I�����ѱ��{��ģ�M��������ͨ�����Ѱl(f��)���IJ��ϔ�(sh��)��(j��)����ȱʧ�������Ը���(j��)��Ҫ���������{(di��o)������(sh��)�M(j��n)���{(di��o)����
���������|(zh��)ͨ����Դ��JMatPro�Ȕ�(sh��)��(j��)��(k��)���@ʹ��ģ�M�܉�ӳ�Ͻ����ۻ��l���µľ��w�О顣���⣬��߀֧��(du��)���ⷴ��Ͷ�η���F(xi��n)���M(j��n)�о��_��ģ��
һλ���c�߷Qٝ��ģ�M�A(y��)�y(c��)�c��(sh��)�(y��n)�^��֮�g�ĸ߶�һ���ԣ��e�����۳��Π�w�R�γ��Լ�����(d��o)���i��ģʽ֮�g���D(zhu��n)׃���档
��(sh��)�H��(qu��n)�⣺��(w��n)�����c�B��
��(hu��)�h���ӑՓ�˲�ͬ�Ĺ���݆�����Ӱ�ȱ���γɺͲ������ԡ��mȻ��˹�������ڟ��ݶ��^���܉�?q��)��F(xi��n)����Ĵ����������γɸ���(x��)С�ľ����Y(ji��)��(g��u)����Ҳ�����˸��ߵ��w�R�Ϳ�϶�L(f��ng)�U(xi��n)�����֮�£��h(hu��n)�ι����ķ�(w��n)���Ը��ߣ���ֵ�ضȸ��ͣ������ܕ�(hu��)��׃����ģʽ��
Clyma�f��“�@��(sh��)�H��ȡ�Q������A(y��)��Ŀ��(bi��o)��������܉���ģ�M�ж����nj�(sh��)�(y��n)��̽��Ч������ô��(y��u)��(sh��)�͕�(hu��)��öࡣ”
FLOW-3D AM �ṩ�ض��ݶȺ���s���ʵ�ݔ����(sh��)��(j��)���@Щ���^�Y(ji��)��(g��u)��׃����Ҫ�(q��)��(d��ng)���ء��mȻԓܛ��Ŀǰ߀����ֱ���A(y��)�y(c��)�C(j��)е���ܣ����@Щݔ����(sh��)��(j��)���Ԏ����Ñ��Ɣ�����ܵĽY(ji��)�������羧���ߴ硢���L(zh��ng)�ʺͿ��_���ԡ�
��һλ���̎��M(j��n)һ��ָ��������(x��)С�����߶����Եľ�����Դ�ڸ��ݶȺͿ�����s��ͨ���c�C(j��)е���ܵ��������P(gu��n)��FLOW-3D AM �Ć�Ԫ��(j��)�ֱ���ͨ���_(d��)������f��(g��)Ԫ�ػ������(x��)�����Ԍ�(du��)�@Щ���̄�(d��ng)���W(xu��)�M(j��n)��Ԕ��(x��)�ľֲ�������
�S��ģ�M�����IJ����U(ku��)չ���������칤�̎��F(xi��n)�ړ��Џ�(qi��ng)��Ĺ��߰��탞(y��u)������ӹ����ԡ��p��ȱ�ݲ���ߴ�ӡ���ٲ��������ܣ������@Щ�����ڙC(j��)���ϰ���“��ӡ”�I֮ǰ��ɵġ�
(؟(z��)�ξ���admin)

��һƪ���۳Ǵ�Έ�(ji��n)Ժʿ-���������R܊Ժʿ��AFM����3D��ӡ�͘O�˭h(hu��n)���[��������
��һƪ���Ϸ��_���_(d��)��W(xu��)ͨ�^3D��ӡ��Ĥ����ģ�ͣ��Ƅ�(d��ng)���۰Y�����о�
��һƪ���Ϸ��_���_(d��)��W(xu��)ͨ�^3D��ӡ��Ĥ����ģ�ͣ��Ƅ�(d��ng)���۰Y�����о�
���P(gu��n)��(n��i)��
 �Ϸ��_���_(d��)��W(xu��)ͨ�^3D��ӡ
�Ϸ��_���_(d��)��W(xu��)ͨ�^3D��ӡ- FLOW-3D AM ���漼�g(sh��)����(j��)
 �۳Ǵ�Έ�(ji��n)Ժʿ-��������
�۳Ǵ�Έ�(ji��n)Ժʿ-�������� ��J(r��n)֪�������ˆT�_�l(f��)��
��J(r��n)֪�������ˆT�_�l(f��)�� ���A��W(xu��)���Ô�(sh��)�ֹ�̎����
���A��W(xu��)���Ô�(sh��)�ֹ�̎���� ����������ٹ�ֲ���w�ڱ�
����������ٹ�ֲ���w�ڱ�
- ���Ϸ��_���_(d��)��W(xu��)ͨ�^3D��ӡ��Ĥ����ģ��
- ��FLOW-3D AM ���漼�g(sh��)����(j��)�����i������
- ���۳Ǵ�Έ�(ji��n)Ժʿ-���������R܊Ժʿ��AFM
- ����J(r��n)֪�������ˆT�_�l(f��)��������r(sh��)��(hu��)�s
- �����A��W(xu��)���Ô�(sh��)�ֹ�̎����DLP��3D��ӡ
- ������������ٹ�ֲ���w�ڱ�����Է����
- ��ATI�����¹��S�������������������
- ��������֧��W(xu��)������3D��ӡ�Ƃ书���ԃ�(n��i)
����(n��i)��
- ���Ϸ��_���_(d��)��W(xu��)ͨ�^3D��ӡ��Ĥ����ģ��
- ��FLOW-3D AM ���漼�g(sh��)����(j��)�����i������
- ���۳Ǵ�Έ�(ji��n)Ժʿ-���������R܊Ժʿ��AFM
- ����J(r��n)֪�������ˆT�_�l(f��)��������r(sh��)��(hu��)�s
- �����A��W(xu��)���Ô�(sh��)�ֹ�̎����DLP��3D��ӡ
- ������������ٹ�ֲ���w�ڱ�����Է����
- ��ATI�����¹��S�������������������
- ��������֧��W(xu��)������3D��ӡ�Ƃ书���ԃ�(n��i)
- �����X�Ƶ��{��������3D��ӡ���g(sh��)�����
- ��Nature�ӿ����з��_���_(d��)��W(xu��)ͻ��̼3D��
���]��(n��i)��
 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng) ��Science����һ
��Science����һ ��(gu��)�a(ch��n)��ߴ��մ�3D
��(gu��)�a(ch��n)��ߴ��մ�3D���c(di��n)��(n��i)��
- ����������(d��ng)�W(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)������(qi��ng)����ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��⁏�(qi��ng)�ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


