������������ɰ�͵Ę���֧���T���T�칤ˇ�OӋ������
�r�g��2025-03-27 09:30 ��Դ���طN�T�� ���ߣ�admin ��x����
����Դ������ƽԭ��늿Ƽ�����˾˾��÷�������ס���������ڡ��طN�T�켰��ɫ�Ͻ�2025���45����1�ڰl�����}�顶����3DPɰ�͵Ę���֧���T���T�칤ˇ�OӋ�����졷�����¡�ԓ�о�����ɣ��õ������P�Ŀ���Y��������ᘌ�����֧���T�����OӋ�˵�ע�ӿp϶ʽ��עϵ�y��ͨ�^ģ�Mܛ�����T�칤ˇ�M��ģ�M�̓������S���M��3DPɰ���OӋ��3Dɰ�ʹ�ӡ�����÷������͉��T�칤ˇ����T�����a���������T���z�y�Y�����T�읲עϵ�y��ˇ�M�����ƣ���K���a���T���M�㼼�gҪ��
ᘌ�����֧���T�����OӋ�˵�ע�ӿp϶ʽ��עϵ�y��ͨ�^ģ�Mܛ�������T�칤ˇ������3DPɰ���OӋ�ͷ������͉��T�칤ˇ����K���a���T���M�㼼�gҪ��
�ڬF�����������պ��졢�������ИI�У��X�Ͻ��T����Ҫ�߂�Y�����s���ߴ羫�ȸߡ��Ȳ�Ʒ�|���õ����c��Ȼ�������y��ɰ�������T�췽���y�ԝM���@Щ��Ҫ�͉��T�����������ƽ�����M�����ܡ��s�|�ٵȃ��c�����V�����ã�����Ȼ����һЩ�����ԡ�3DPɰ�ͼ��g���Ԍ��F�oģ�T�졢��������ɰ�ͣ��˷��ˏ��s�Π��T���Π�o����ģ�������y���ߴ羫�ȵ͡�ģ���M�øߵ�ȱ�c�����⣬�T��ģ�M���g�܉��T���ڳ����^���еĜضȈ��M��ģ�M����ǰ�A�пs�ɡ��s�a��λ�ã��s���T��ԇ�����ڡ���ˣ����о�ᘌ�����֧���T���M���T�칤ˇ�OӋ��ģ�M�̓�����������3DPɰ�͵͉��T�칤ˇ����T�������a��������Ҫ�Č��H���x��
������c��
ᘌ�����֧���T���ď��s�Y�����gҪ���OӋ�˄��µĵ�ע�ӿp϶ʽ��עϵ�y����Ч������T���ăȲ�Ʒ�|�ͳߴ羫�ȡ��\�����M���T��ģ�M���g����ˇ�M�Ѓ�������ǰ�A�в���Q���ڵ�ȱ�݆��}���s�����T��ԇ�����ڣ���������aЧ�ʡ�����3DPɰ�ͼ��g���F�oģ�T�죬��������ɰ�ͣ��˷��˂��yɰ���T����T��ȱ�c������s�T�������a�ṩ���µļ��g;�����Y�Ϸ������͉��T�칤ˇ����ְl�]�����ƽ�����M�����ܵȃ��c���Mһ���������T�����|�������ܡ�
���������
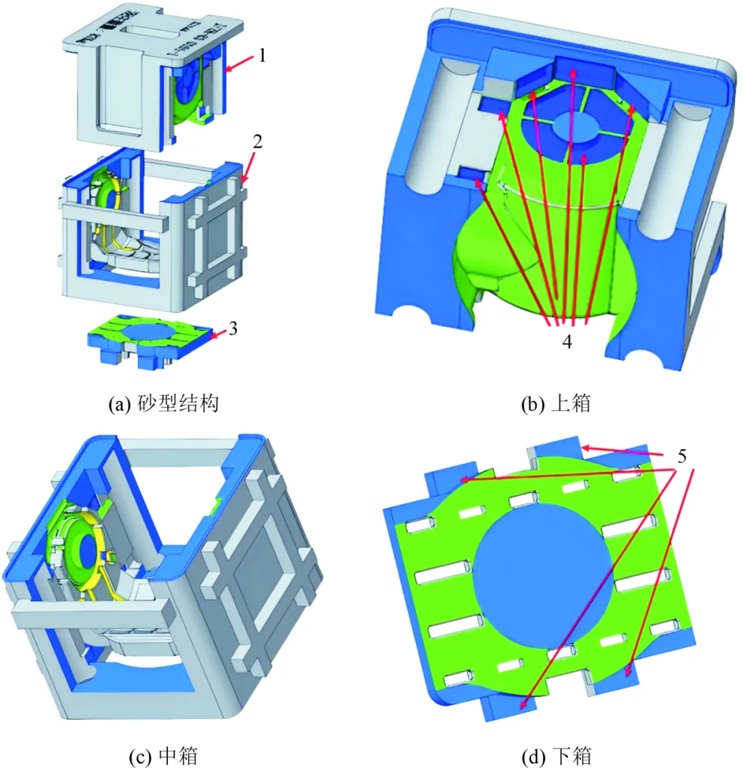
�о���ᘌ�����֧���T���������OӋ�˵�ע�ӿp϶ʽ��עϵ�y��������ProCASTܛ�����T�칤ˇ�M��ģ�M���O�Ý�ע�ضȞ�690�棬���͕r�g��45�롣����ģ�M�Y�������T�칤ˇ��ģ�M�oȱ�ݺ��M��3DPɰ���OӋ��3Dɰ�ʹ�ӡ��ɰ�Ͳ���3��Y�����քe�����䡢���䡢���䣬�OӋ�r��ֿ��]��ɰ�͵ď��ȡ���λ�͜p�صȆ��}�������÷������͉��T�칤ˇ����T�����a�����Ͻ�Һ�M��׃�|�;���̎����������Ɲ�ע�����������T���M��T5��̎�������a�^���У����T���M����һϵ�Йz�y�ͷ����������z�y�Y�����T�읲עϵ�y��ˇ�M�����ơ�
��ȫ�Ľ��x��
1������֧���T����ˇ�OӋ�c����
����֧���T�����|��ZL114A��GB/T1173-2013��������T5��̎������݆���ߴ��500 mm×374 mm×388 mm���ں��9~34 mm���ߴ繫��ȼ���DCTG8��GB/T6414-2017�����|����27 kg���S��̎�Ȳ�Ʒ�|Ҫ��ߣ������S�пs�ɡ��s�ס��Aɰ��ȱ�ݣ����T���Y�����s�������·����п��OӋ���Ѓɂ��p�ؿ�ǻ���Hͨ�^4��ϕ20 mm��4��ϕ10 mm�Ĺ�ˇ���c�����ͨ��Ҫ���T��ȫ���M��X���侀�z�y���Ȳ�Ʒ�|���Ϣ��Ҫ��GB/T9438-2013����
���÷������͉��T�칤ˇ�������T���^�̳���ƽ�����ډ��������̣��ɜp���T����ƽ�����ӌ��µ�ȱ�ݣ�����T���Ȳ�Ʒ�|�����ֹ�T��׃�Σ�픶��OӋ��̎��ˇ�����עϵ�y���õ�ע�ӿp϶��ˇ��4���p϶�����ߴ��35 mm×20 mm��4������Ͳ�ߴ��ϕ80 mm×400 mm��Ҋ�D2a���ײ����Ν�����12�����O���ڃ�ǻ���ϣ����ڸ߶Ȟ�45 mm��С�ˌ����c�ײ���ǻ�ӏ���ں�һ�£�б�Ȟ�8°��Ҋ�D2b���ײ��M�������ȷքe��90 mm��45 mm���߶Ȟ�50 mm�����F��30�K����Ȟ�20 mm���O���ں��λ�����T���������á�
����ProCASTܛ�����T�칤ˇ�M��ģ�M���O�Ý�ע�ضȞ�690 �棬���͕r�g��45 s�������^�̜ضȈ�Ҋ�D3�����Կ������Ͻ�Һ�ȏĵײ����Ν����M���T�ͣ�����ƽ�����o���R�������F��

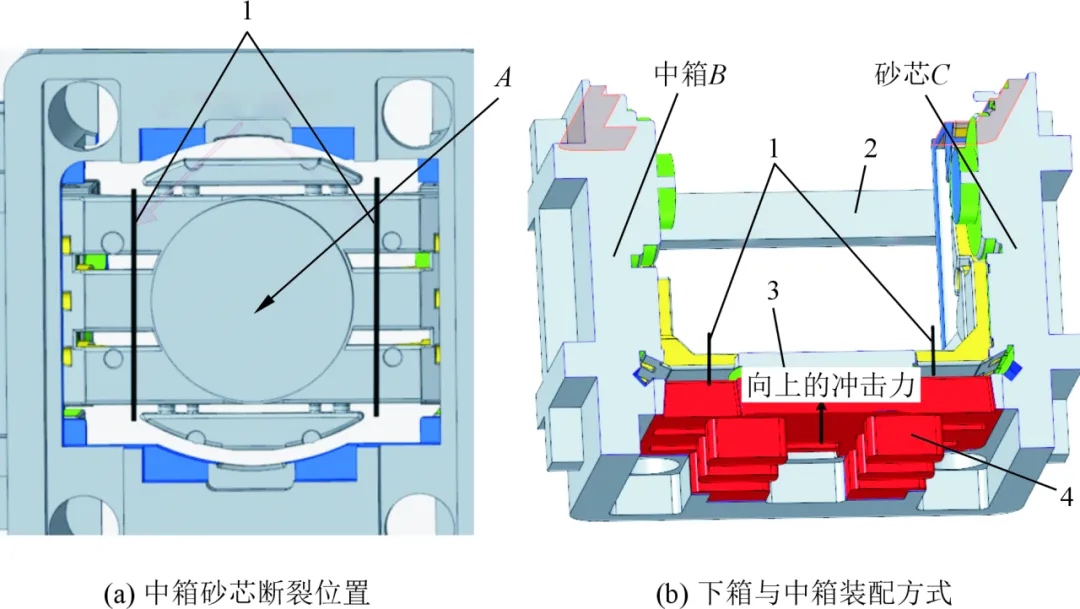
�T��A��B̎���T��픶ˣ����������F���^��ȴ��������̣��o�������̵�λ�Þ�ɶ��S��̎���˲�λҲ�����F���^��ȴ��϶˜ض���ͣ����g�ضȴ�֮���²��ض���ߣ��ײ�����������̣����F��עϵ�y�OӋ���������Ŀ�ġ��T���s��ȱ����Ҫλ��픶˹�ˇ�������̎������ֲ�12�����Ν��ڣ��ײ����ڸ��������p�Ŀs�ɣ���ˇ�������У����˝�עϵ�y�M��ԇ�ơ�
2��ɰ���OӋ����ӡ
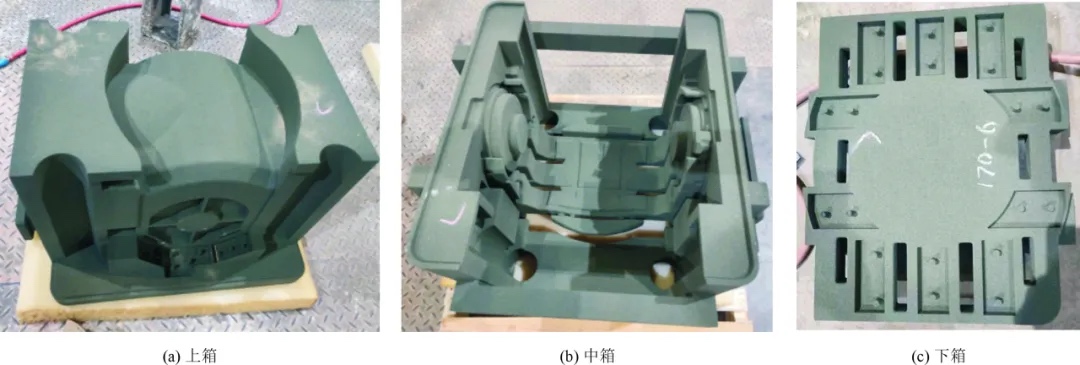
ɰ�Ͳ���3��Y�����քe�����䡢���䡢���䡣������ǰ�A�����Fλ�ã����ڌ��������F�����T���Y���̶���ɰ���ϣ�ɰо��һ�����w���OӋ�����䣬���ܱ��C�T���ߴ羫�ȣ����ܱ��Cɰо���ȣ������OӋ�ɸ��ӏ�����Cɰ�͏��ȣ�ͬ�r����ɰо��ɕr׃�Σ������OӋ��λо�^4̎�����Cɰ�Ͷ�λ���T���տs���O��1%��ɰ�Ͷ�λ�ӿ�б�Ȟ�8°������g϶��0.5 mm����ɰ����35 mm��ɰ�Ͳ���3D��ӡ��ˇ����ӡ���Ϟ�100Ŀ��ɰ����ӡ�Ӻ��0.3 mm���D7���ӡ���ε�ɰ�͡�
3���T�����a
�����F��ɰ���ɣ������T���Y���̶������䣬����ӡ�õ�ɰ�ͱ���ˢ�ɴ�Ϳ�ϲ���ɣ��ضȞ�120~140 �棬�r�g��4 h�����ɰ�ͺ����M�Н�ע���۟��^�̌��Ͻ�Һ��730 ��r������Ȟ�62.5%��NaCl+25%��NaF+12.5%��KCl���|���֔�����׃�|���M��׃�|��720 ��r���Ú�⾫�������ܶȮ���DI���u�r�XҺ�К京����DI=��1-ρ2/ρ1��×100%�ݡ�ԇ���ܶ�Խ��ԇ��Խ���ܣ���϶��ԽС���ܶȮ���Խ�ͣ���֮�ܶȮ���Խ�ߣ��������ܶȮ�����0.3%���{���Ͻ�Һ�ض���680~690 ��r�M�е͉���ע�������ٶȞ�45 mm/s�����͉�����50 kPa���Y���r�g��600 s�����T���M��T5��̎������ˇ��535 ��×12 h���ܣ�80 ��ˮ�䣬160 ��×6 h�rЧ��
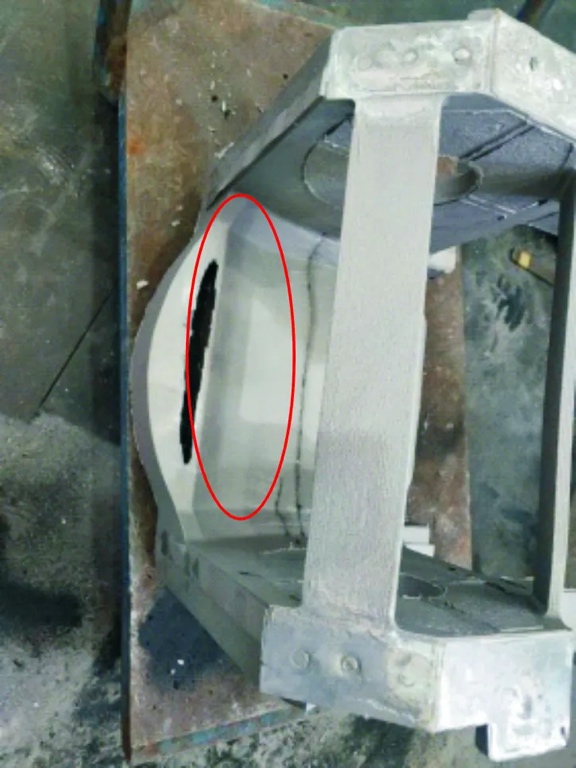
���Ȍ��T���M��Ŀҕ�z�飬�T���ײ���ǻ�ֲ��o�ں�Ҋ�D8��������������p����о�c���wɰ�̓Hͨ�^��ˇ�����B��Ҋ�D9��A��Bɰо���ȵͣ���ע�^�����ܵ��ߜغϽ�Һ�ě_ˢ�l�����ѡ��ϸ��������T���ֲ��o�ں��������ˇ�״�ʩ�����ɰ�͏��ȡ�
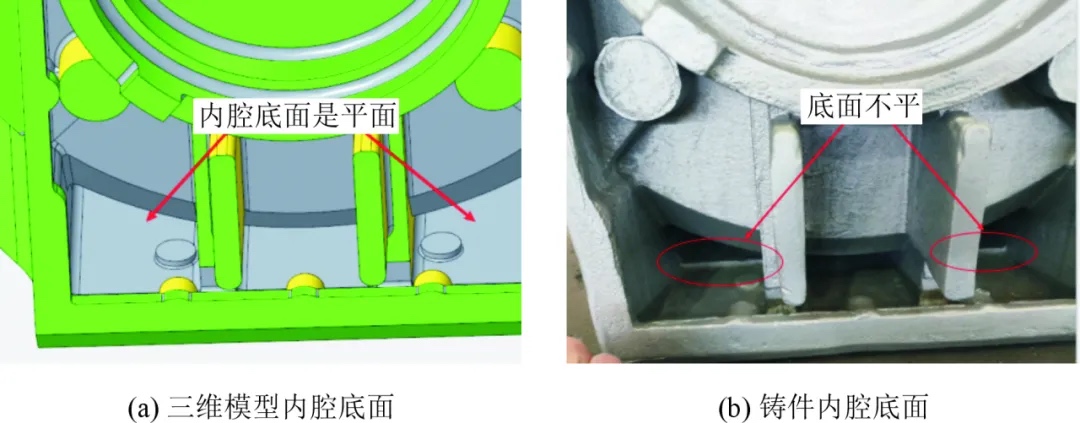
�T�����Sģ�̓�ǻ������һ��ƽ�棬Ҋ�D10a��ԇ���T���ă�ǻ���治��һ��ƽ�棬�߶Ȳ��2 mm��ע�r������Һ�_���������ܵ����ϵ��������䌢�ܵ��ě_����ȫ��ͨ�^���|��A���f������ɰо�ϣ���������ɰо���ѡ��ϸ������m�����Mɰ�ͽY����ʹ�����ܵ��ĸ�����ȫ��ͨ�^���|��A���f�o���䣬����ʹ�����ܵ��ĸ�����ɢ������B��ɰоC̎��
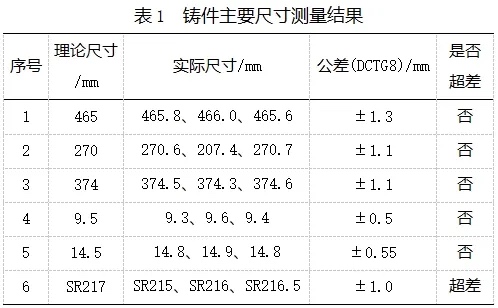
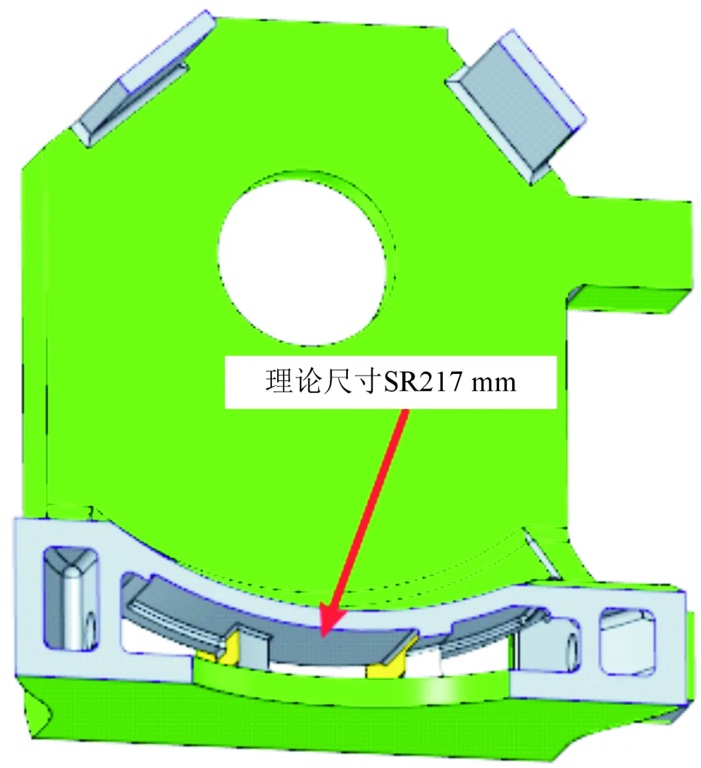
�T����Ҫ�ߴ�y���Y��Ҋ��1����ɳߴ�SR217 mm�����ԭ�������SR217��������о���Ȳ��㣬��������f�ĺϽ�Һ�����͛_����������׃�Ρ�
��2���S�tԇ�K�Ļ��W�ɷ֣�����GB/T1173-2013Ҫ�D13���S�tԇ�ӵ��Π����GB/T1173-2013��ɰ���T��ԇ�ӽY������3���S�tԇ�ӵ����W
ᘌ�����֧���T�����OӋ�˵�ע�ӿp϶ʽ��עϵ�y��ͨ�^ģ�Mܛ�������T�칤ˇ������3DPɰ���OӋ�ͷ������͉��T�칤ˇ����K���a���T���M�㼼�gҪ��
�ڬF�����������պ��졢�������ИI�У��X�Ͻ��T����Ҫ�߂�Y�����s���ߴ羫�ȸߡ��Ȳ�Ʒ�|���õ����c��Ȼ�������y��ɰ�������T�췽���y�ԝM���@Щ��Ҫ�͉��T�����������ƽ�����M�����ܡ��s�|�ٵȃ��c�����V�����ã�����Ȼ����һЩ�����ԡ�3DPɰ�ͼ��g���Ԍ��F�oģ�T�졢��������ɰ�ͣ��˷��ˏ��s�Π��T���Π�o����ģ�������y���ߴ羫�ȵ͡�ģ���M�øߵ�ȱ�c�����⣬�T��ģ�M���g�܉��T���ڳ����^���еĜضȈ��M��ģ�M����ǰ�A�пs�ɡ��s�a��λ�ã��s���T��ԇ�����ڡ���ˣ����о�ᘌ�����֧���T���M���T�칤ˇ�OӋ��ģ�M�̓�����������3DPɰ�͵͉��T�칤ˇ����T�������a��������Ҫ�Č��H���x��
������c��
ᘌ�����֧���T���ď��s�Y�����gҪ���OӋ�˄��µĵ�ע�ӿp϶ʽ��עϵ�y����Ч������T���ăȲ�Ʒ�|�ͳߴ羫�ȡ��\�����M���T��ģ�M���g����ˇ�M�Ѓ�������ǰ�A�в���Q���ڵ�ȱ�݆��}���s�����T��ԇ�����ڣ���������aЧ�ʡ�����3DPɰ�ͼ��g���F�oģ�T�죬��������ɰ�ͣ��˷��˂��yɰ���T����T��ȱ�c������s�T�������a�ṩ���µļ��g;�����Y�Ϸ������͉��T�칤ˇ����ְl�]�����ƽ�����M�����ܵȃ��c���Mһ���������T�����|�������ܡ�
���������
�о���ᘌ�����֧���T���������OӋ�˵�ע�ӿp϶ʽ��עϵ�y��������ProCASTܛ�����T�칤ˇ�M��ģ�M���O�Ý�ע�ضȞ�690�棬���͕r�g��45�롣����ģ�M�Y�������T�칤ˇ��ģ�M�oȱ�ݺ��M��3DPɰ���OӋ��3Dɰ�ʹ�ӡ��ɰ�Ͳ���3��Y�����քe�����䡢���䡢���䣬�OӋ�r��ֿ��]��ɰ�͵ď��ȡ���λ�͜p�صȆ��}�������÷������͉��T�칤ˇ����T�����a�����Ͻ�Һ�M��׃�|�;���̎����������Ɲ�ע�����������T���M��T5��̎�������a�^���У����T���M����һϵ�Йz�y�ͷ����������z�y�Y�����T�읲עϵ�y��ˇ�M�����ơ�
��ȫ�Ľ��x��
1������֧���T����ˇ�OӋ�c����
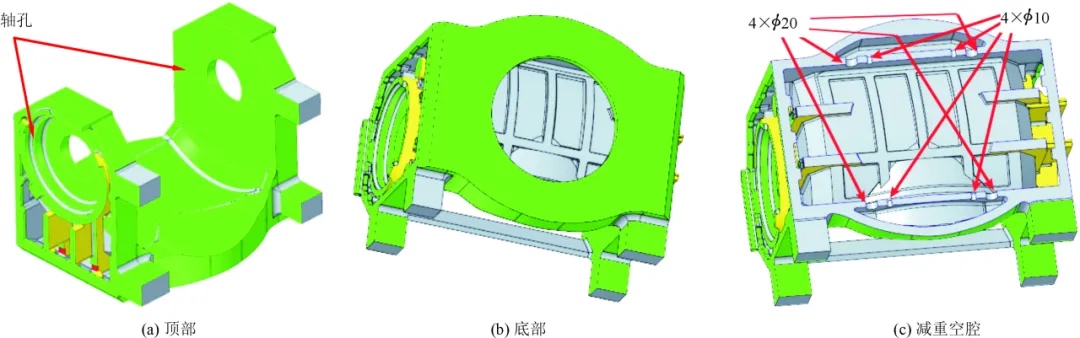
����֧���T�����|��ZL114A��GB/T1173-2013��������T5��̎������݆���ߴ��500 mm×374 mm×388 mm���ں��9~34 mm���ߴ繫��ȼ���DCTG8��GB/T6414-2017�����|����27 kg���S��̎�Ȳ�Ʒ�|Ҫ��ߣ������S�пs�ɡ��s�ס��Aɰ��ȱ�ݣ����T���Y�����s�������·����п��OӋ���Ѓɂ��p�ؿ�ǻ���Hͨ�^4��ϕ20 mm��4��ϕ10 mm�Ĺ�ˇ���c�����ͨ��Ҫ���T��ȫ���M��X���侀�z�y���Ȳ�Ʒ�|���Ϣ��Ҫ��GB/T9438-2013����
�D1������֧���T���Y��
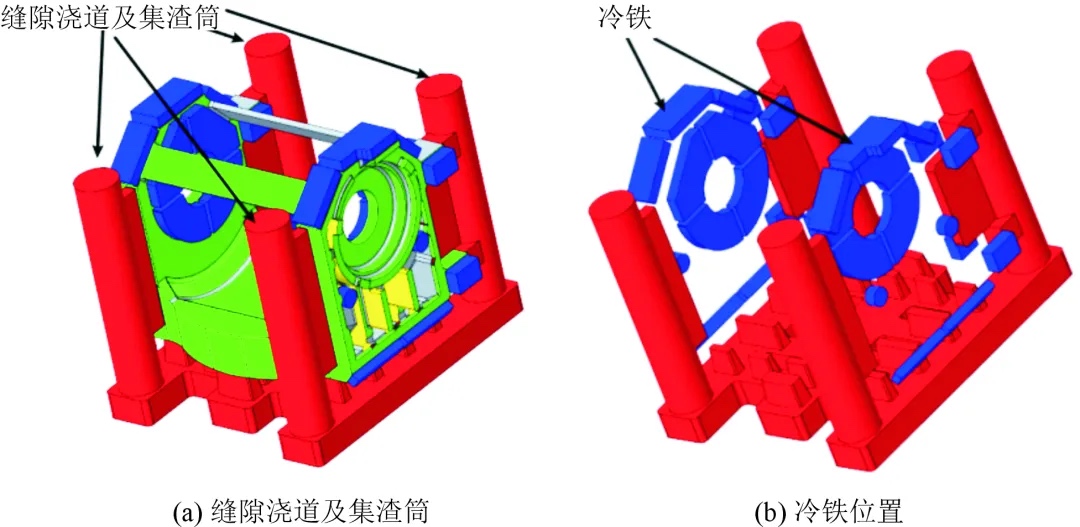
���÷������͉��T�칤ˇ�������T���^�̳���ƽ�����ډ��������̣��ɜp���T����ƽ�����ӌ��µ�ȱ�ݣ�����T���Ȳ�Ʒ�|�����ֹ�T��׃�Σ�픶��OӋ��̎��ˇ�����עϵ�y���õ�ע�ӿp϶��ˇ��4���p϶�����ߴ��35 mm×20 mm��4������Ͳ�ߴ��ϕ80 mm×400 mm��Ҋ�D2a���ײ����Ν�����12�����O���ڃ�ǻ���ϣ����ڸ߶Ȟ�45 mm��С�ˌ����c�ײ���ǻ�ӏ���ں�һ�£�б�Ȟ�8°��Ҋ�D2b���ײ��M�������ȷքe��90 mm��45 mm���߶Ȟ�50 mm�����F��30�K����Ȟ�20 mm���O���ں��λ�����T���������á�
�D2��֧���T����עϵ�y�Y��
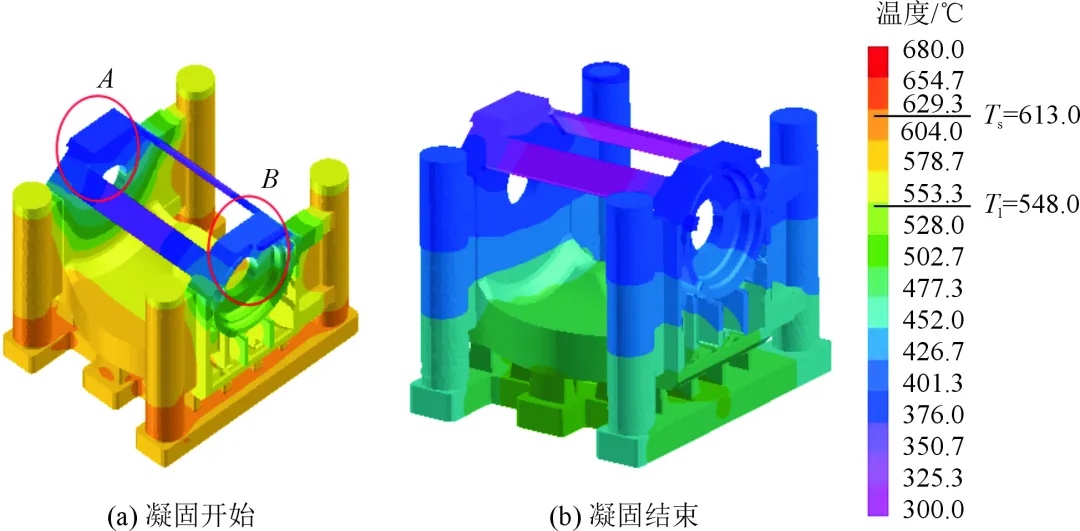
����ProCASTܛ�����T�칤ˇ�M��ģ�M���O�Ý�ע�ضȞ�690 �棬���͕r�g��45 s�������^�̜ضȈ�Ҋ�D3�����Կ������Ͻ�Һ�ȏĵײ����Ν����M���T�ͣ�����ƽ�����o���R�������F��
�D3��֧���T�������^�̜ضȈ��ֲ�
�T��A��B̎���T��픶ˣ����������F���^��ȴ��������̣��o�������̵�λ�Þ�ɶ��S��̎���˲�λҲ�����F���^��ȴ��϶˜ض���ͣ����g�ضȴ�֮���²��ض���ߣ��ײ�����������̣����F��עϵ�y�OӋ���������Ŀ�ġ��T���s��ȱ����Ҫλ��픶˹�ˇ�������̎������ֲ�12�����Ν��ڣ��ײ����ڸ��������p�Ŀs�ɣ���ˇ�������У����˝�עϵ�y�M��ԇ�ơ�
�D4��֧���T�������^�̜ضȈ��ֲ�
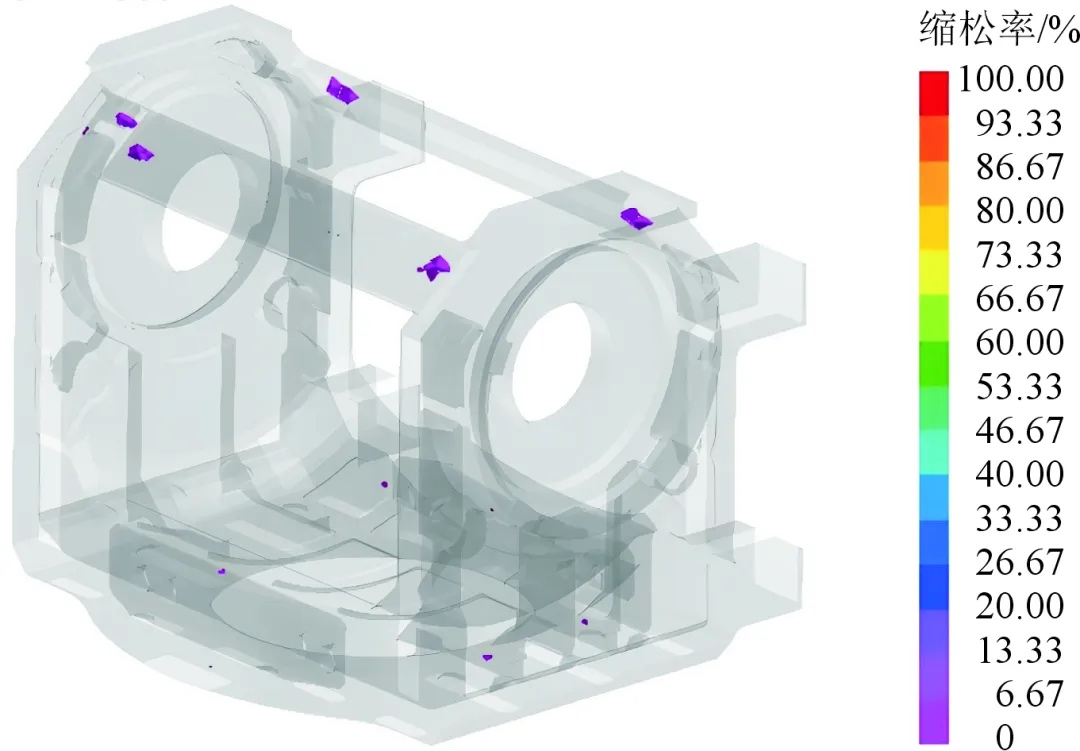
�D5��֧���T���s�ɡ��s��ȱ��λ��
2��ɰ���OӋ����ӡ
ɰ�Ͳ���3��Y�����քe�����䡢���䡢���䡣������ǰ�A�����Fλ�ã����ڌ��������F�����T���Y���̶���ɰ���ϣ�ɰо��һ�����w���OӋ�����䣬���ܱ��C�T���ߴ羫�ȣ����ܱ��Cɰо���ȣ������OӋ�ɸ��ӏ�����Cɰ�͏��ȣ�ͬ�r����ɰо��ɕr׃�Σ������OӋ��λо�^4̎�����Cɰ�Ͷ�λ���T���տs���O��1%��ɰ�Ͷ�λ�ӿ�б�Ȟ�8°������g϶��0.5 mm����ɰ����35 mm��ɰ�Ͳ���3D��ӡ��ˇ����ӡ���Ϟ�100Ŀ��ɰ����ӡ�Ӻ��0.3 mm���D7���ӡ���ε�ɰ�͡�
�D6��ɰ�ͽY��
1.���䡡2.���䡡3.���䡡4.���Fλ�á�5.��λо�^
�D7��3DPɰ��
3���T�����a
�����F��ɰ���ɣ������T���Y���̶������䣬����ӡ�õ�ɰ�ͱ���ˢ�ɴ�Ϳ�ϲ���ɣ��ضȞ�120~140 �棬�r�g��4 h�����ɰ�ͺ����M�Н�ע���۟��^�̌��Ͻ�Һ��730 ��r������Ȟ�62.5%��NaCl+25%��NaF+12.5%��KCl���|���֔�����׃�|���M��׃�|��720 ��r���Ú�⾫�������ܶȮ���DI���u�r�XҺ�К京����DI=��1-ρ2/ρ1��×100%�ݡ�ԇ���ܶ�Խ��ԇ��Խ���ܣ���϶��ԽС���ܶȮ���Խ�ͣ���֮�ܶȮ���Խ�ߣ��������ܶȮ�����0.3%���{���Ͻ�Һ�ض���680~690 ��r�M�е͉���ע�������ٶȞ�45 mm/s�����͉�����50 kPa���Y���r�g��600 s�����T���M��T5��̎������ˇ��535 ��×12 h���ܣ�80 ��ˮ�䣬160 ��×6 h�rЧ��
���Ȍ��T���M��Ŀҕ�z�飬�T���ײ���ǻ�ֲ��o�ں�Ҋ�D8��������������p����о�c���wɰ�̓Hͨ�^��ˇ�����B��Ҋ�D9��A��Bɰо���ȵͣ���ע�^�����ܵ��ߜغϽ�Һ�ě_ˢ�l�����ѡ��ϸ��������T���ֲ��o�ں��������ˇ�״�ʩ�����ɰ�͏��ȡ�
�D8���T���ֲ��o�ں�D �D9��ɰ�͔���λ��
�T�����Sģ�̓�ǻ������һ��ƽ�棬Ҋ�D10a��ԇ���T���ă�ǻ���治��һ��ƽ�棬�߶Ȳ��2 mm��ע�r������Һ�_���������ܵ����ϵ��������䌢�ܵ��ě_����ȫ��ͨ�^���|��A���f������ɰо�ϣ���������ɰо���ѡ��ϸ������m�����Mɰ�ͽY����ʹ�����ܵ��ĸ�����ȫ��ͨ�^���|��A���f�o���䣬����ʹ�����ܵ��ĸ�����ɢ������B��ɰоC̎��
�D10����ǻ����Y��
�D11�������c�����b�����
1.ɰо����λ�á�2.���䡡3.���|��A��4.����
�T����Ҫ�ߴ�y���Y��Ҋ��1����ɳߴ�SR217 mm�����ԭ�������SR217��������о���Ȳ��㣬��������f�ĺϽ�Һ�����͛_����������׃�Ρ�
�D12������ߴ�
��2���S�tԇ�K�Ļ��W�ɷ֣�����GB/T1173-2013Ҫ�D13���S�tԇ�ӵ��Π����GB/T1173-2013��ɰ���T��ԇ�ӽY������3���S�tԇ�ӵ����W
(؟�ξ���admin)

��һƪ���о��ˆT�_�lXstrings���g��3D��ӡһ�w����|�әC�ƣ����F�ӑB�Y����M�b����
��һƪ�����������ؓ䃞���Y�����o�������c��C
��һƪ�����������ؓ䃞���Y�����o�������c��C
 ����ʳˎ�OFDA���������o
����ʳˎ�OFDA���������o ���������ؓ䃞���Y�����o
���������ؓ䃞���Y�����o �о��ˆT�_�lXstrings���g
�о��ˆT�_�lXstrings���g S��phia ����Solukon�Ԅ�
S��phia ����Solukon�Ԅ� �p���d�������|�x��3D��ӡ
�p���d�������|�x��3D��ӡ������
- ������ʳˎ�OFDA���������o��3D��ӡ�ڷ�
- �����������ؓ䃞���Y�����o�������c��C
- ��������������ɰ�͵Ę���֧���T���T�칤
- ���о��ˆT�_�lXstrings���g��3D��ӡһ�w
- ��S��phia ����Solukon�Ԅӳ���ϵ�y����
- ���p���d�������|�x��3D��ӡ�������w���
- ���{ɫ��Դ��W����W��ٛ���_EOS M290��
- �����پ��^UPM��ُFabrisonic��������
- ��܊��3D��ӡ�r�����ٶȡ����Ժ�������
- ����˹���´�W�_�l�µ�ģ��߉ģ�ͣ���
 ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�������� ��Science����һ
��Science����һ ���a��ߴ��մ�3D
���a��ߴ��մ�3D �Ͼ����I��W����
�Ͼ����I��W�������c����
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ��3D�����ӡ���g����������ٹ����е���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- �����a��ߴ��մ�3D��ӡ�C�������մɳ�
- ����ߵ��ˇ�g��3D��ӡ���g������J֪
- �������ֹ������p����3D��ӡ���g���ٶ�


