������������ɰ�͵Ę���֧���T���T�칤ˇ�OӋ������(3)
�r�g��2025-03-27 09:30 ��Դ���طN�T�� ���ߣ�admin ��x����
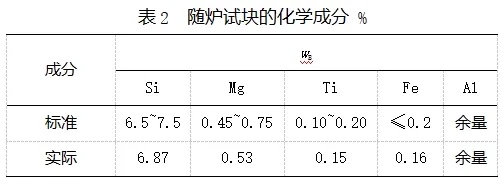
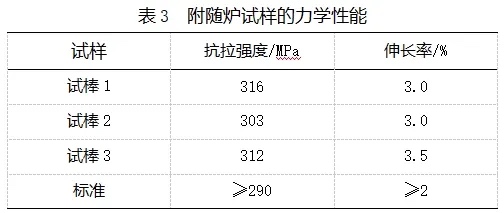
���ܣ�����GB/T1173-2013��

�T���S�����b�_̎�]�пs�ɡ��s�ס��Ѽy��ȱ�ݣ����T������M���s�ɡ�ԓ̎�ں��14.5 mm�������^�࣬�ֲ��^�ጧ�®a���s�ɡ����m��ͨ�^�������F�������^����M�и��ơ�
��4���״ι�ˇԇ�Ƶ�3���T���ęz�y�Y����������������о׃�������cɰ�����ν��|�N�ϣ������T���������܇��ں��������ֲ��o�ں�SR217̎�ߴ糬�����M���s�ɣ����M��˜�Ҫ����Ҫ�Mһ��������עϵ�y��ˇ�����Mɰ�ͽY����

#P#
4����ˇ���������`
�����T�����a���`���Y�����������T���Y���������������F��ɰ�ͽY�����������M�и��M����4����ˇ�׳ߴ��ϕ10 mm�Ğ�2��ϕ20 mm��2��ϕ14 mm������ɰо���ȣ�����4��ϕ20 mm�Ĺ�ˇ�ױ��ֲ�׃����K��ˇ�מ�6��ϕ20 mm��2��ϕ14 mm��

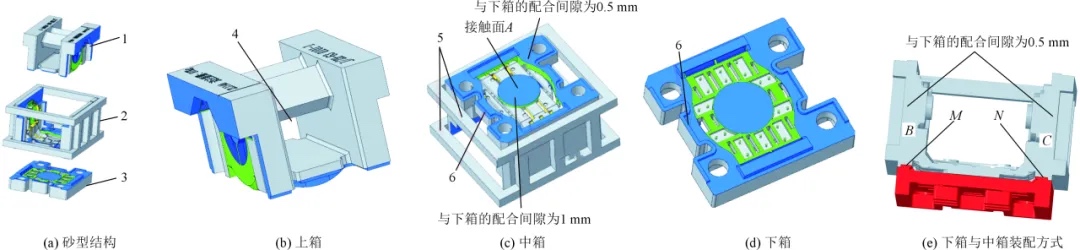
��ɰ�ͽY���M�Ѓ�����������ɰ�ͽY���������䡣����ɰ�͜p�ط�ʽ���ķ����棬�O��������|��A�c���������g϶��1 mm�������������c��������g϶��0.5 mm��������ע�r�����ܵ�����Һ�ě_�������Hͨ�^���|��A���f�����䣬Ҳͨ�^���|��M��N���f������B��Cɰ�ͣ���ɢ���|��A���ܵ�����
����������ˇ��ɰ�ͽY��������3D��ӡɰ�ͣ����M�е͉���ע������ע������T�����^�����������o������Ѽy���s��ȱ�ݣ��T���o����F�����T���ߴ����DCTG7 GB/T6414-2017�����ڈD��Ҫ���DCTG 8 GB/T6414-2017�ߴ羫�ȡ�
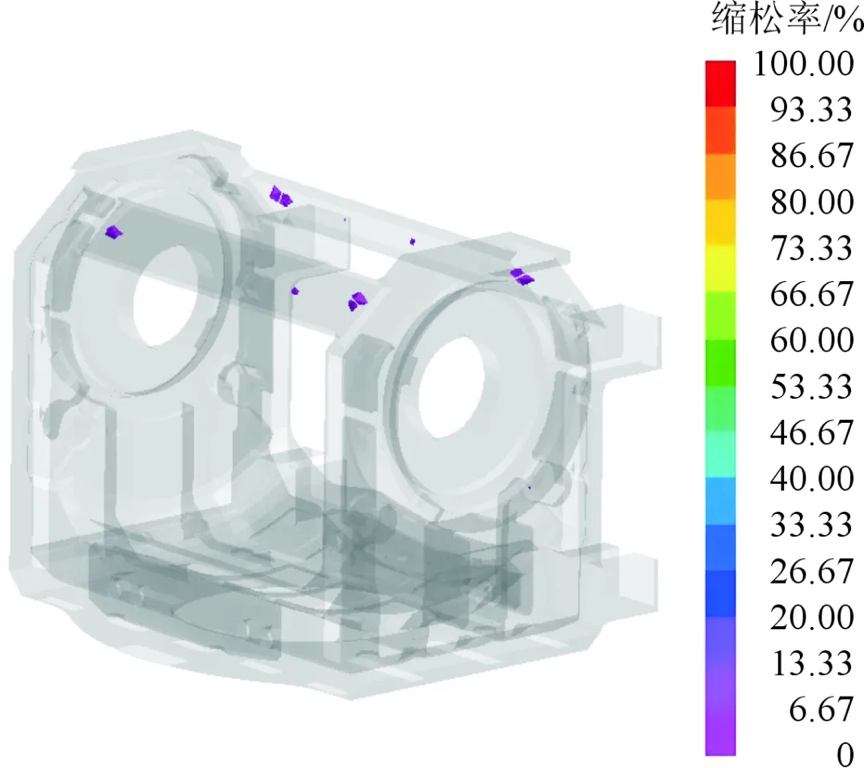
 ���T����������10�K���F������s�ٶȼӿ죬�M���o�s��ȱ�ݡ���6�郞�����T���z�y�Y������Ҋ�������T���z�ϸM��GB/T 9438-2013 II ��T��Ҫ��
���T����������10�K���F������s�ٶȼӿ죬�M���o�s��ȱ�ݡ���6�郞�����T���z�y�Y������Ҋ�������T���z�ϸM��GB/T 9438-2013 II ��T��Ҫ��

���ô˹�ˇ�������a�����z�T�����Ϙ˜�Ҫ��

 ����Ҫ�YՓ��
����Ҫ�YՓ��
��1�������T�칤ˇģ�M��3DPɰ�͡��͉��T�칤ˇ����������˘���֧���T�������a������֧���T���Ȳ��|���_����� GB/T9438-2013���ߴ羫�ȿ��_��DCTG7�� GB/T6414-2017��
��2�������s�T�����ȸ�������M�Н�עϵ�y��ˇ�OӋ��ˇģ�M��ģ�M�Y���ϸ���M�����aԇ�ƣ��ٸ���ԇ�ƽY���{��������ˇ���T��ԇ�Ƴ�Ʒ���^�ߡ�
��3���μ�С�������T�����a����3DPɰ�Ϳ��Կ�����ɏ��s�T�������a���|��һ���Ժá�
�����ø�ʽ��
˾��÷�������ף��������. ����3DPɰ�͵Ę���֧���T���T�칤ˇ�OӋ�������J��. �طN�T�켰��ɫ�Ͻ�2025��45��1����130-135.
SI J M��LÜ S L ��LI J J��et al. Casting process design and manufacturing of bridge bracket based on 3DP sand mold��J��. Special Casting & Nonferrous Alloys��2025��45��1����130-135.
�D13���S�tԇ�ӽY��
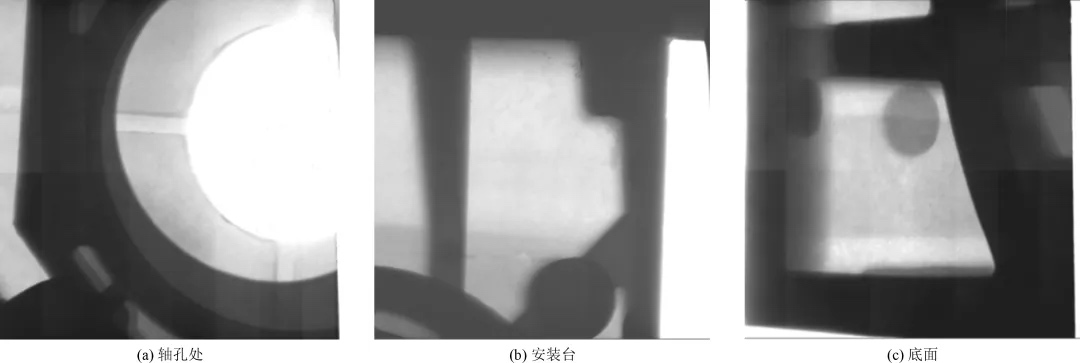
�T���S�����b�_̎�]�пs�ɡ��s�ס��Ѽy��ȱ�ݣ����T������M���s�ɡ�ԓ̎�ں��14.5 mm�������^�࣬�ֲ��^�ጧ�®a���s�ɡ����m��ͨ�^�������F�������^����M�и��ơ�
�D14���T��X��z�y�Y��
��4���״ι�ˇԇ�Ƶ�3���T���ęz�y�Y����������������о׃�������cɰ�����ν��|�N�ϣ������T���������܇��ں��������ֲ��o�ں�SR217̎�ߴ糬�����M���s�ɣ����M��˜�Ҫ����Ҫ�Mһ��������עϵ�y��ˇ�����Mɰ�ͽY����
#P#
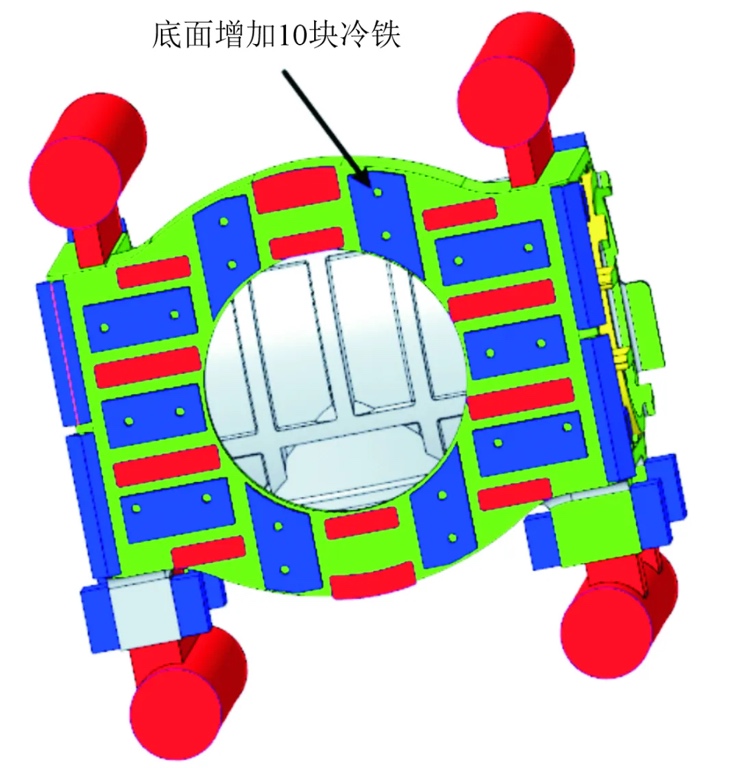
�����T�����a���`���Y�����������T���Y���������������F��ɰ�ͽY�����������M�и��M����4����ˇ�׳ߴ��ϕ10 mm�Ğ�2��ϕ20 mm��2��ϕ14 mm������ɰо���ȣ�����4��ϕ20 mm�Ĺ�ˇ�ױ��ֲ�׃����K��ˇ�מ�6��ϕ20 mm��2��ϕ14 mm��
�D15��������Ĺ�ˇ��
�ڵ�������10�K���F�����F��Ȟ�15 mm���ײ��������F��ȱ����ʧ��
�D16�������������F
�D17��������s�ɡ��s��ȱ��λ��
��ɰ�ͽY���M�Ѓ�����������ɰ�ͽY���������䡣����ɰ�͜p�ط�ʽ���ķ����棬�O��������|��A�c���������g϶��1 mm�������������c��������g϶��0.5 mm��������ע�r�����ܵ�����Һ�ě_�������Hͨ�^���|��A���f�����䣬Ҳͨ�^���|��M��N���f������B��Cɰ�ͣ���ɢ���|��A���ܵ�����
�D18��������ɰ�ͽY��
1.���䡡2.���䡡3.���䡡4.ɰ�͜p�ء�5.ɰ�ͼӏ��6.��λ�ӿ�
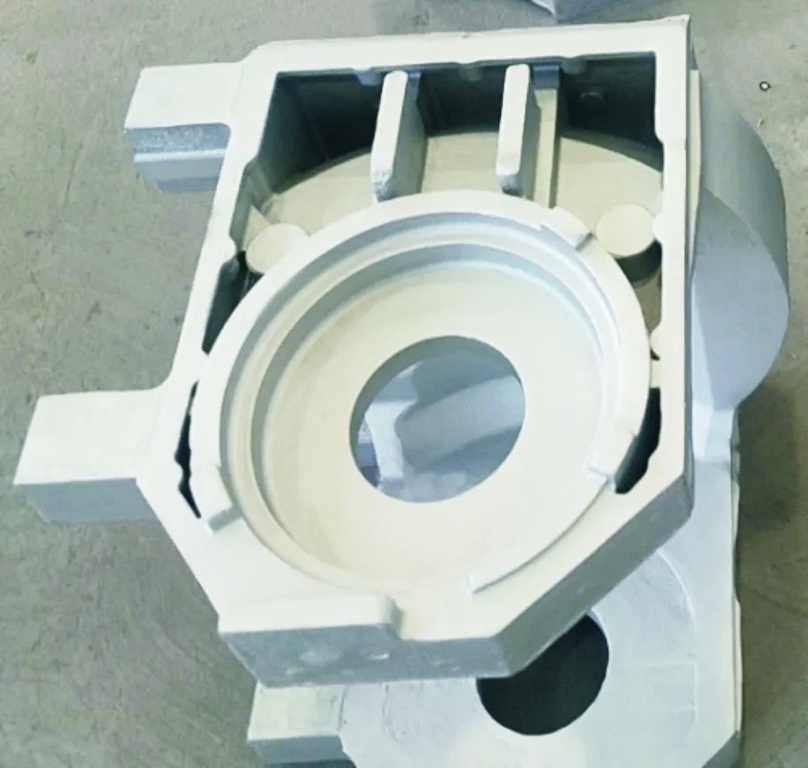
����������ˇ��ɰ�ͽY��������3D��ӡɰ�ͣ����M�е͉���ע������ע������T�����^�����������o������Ѽy���s��ȱ�ݣ��T���o����F�����T���ߴ����DCTG7 GB/T6414-2017�����ڈD��Ҫ���DCTG 8 GB/T6414-2017�ߴ羫�ȡ�
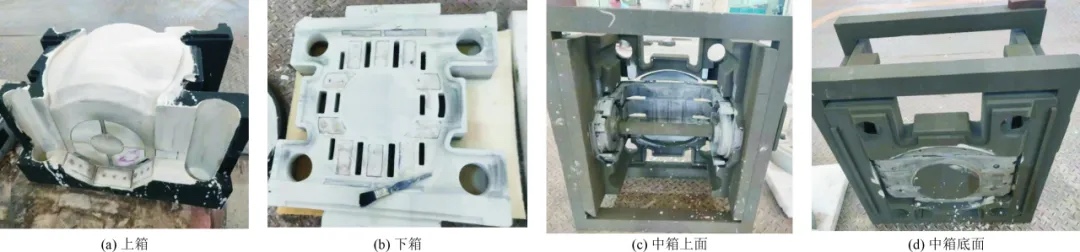
�D19��������3DPɰ��
�D20��������ˇ���a�T��
�D21�����������T��X��z�y�Y��
���ô˹�ˇ�������a�����z�T�����Ϙ˜�Ҫ��
�D22���������a���T��
��1�������T�칤ˇģ�M��3DPɰ�͡��͉��T�칤ˇ����������˘���֧���T�������a������֧���T���Ȳ��|���_����� GB/T9438-2013���ߴ羫�ȿ��_��DCTG7�� GB/T6414-2017��
��2�������s�T�����ȸ�������M�Н�עϵ�y��ˇ�OӋ��ˇģ�M��ģ�M�Y���ϸ���M�����aԇ�ƣ��ٸ���ԇ�ƽY���{��������ˇ���T��ԇ�Ƴ�Ʒ���^�ߡ�
��3���μ�С�������T�����a����3DPɰ�Ϳ��Կ�����ɏ��s�T�������a���|��һ���Ժá�
�����ø�ʽ��
˾��÷�������ף��������. ����3DPɰ�͵Ę���֧���T���T�칤ˇ�OӋ�������J��. �طN�T�켰��ɫ�Ͻ�2025��45��1����130-135.
SI J M��LÜ S L ��LI J J��et al. Casting process design and manufacturing of bridge bracket based on 3DP sand mold��J��. Special Casting & Nonferrous Alloys��2025��45��1����130-135.
(؟�ξ���admin)

��һƪ���о��ˆT�_�lXstrings���g��3D��ӡһ�w����|�әC�ƣ����F�ӑB�Y����M�b����
��һƪ�����������ؓ䃞���Y�����o�������c��C
��һƪ�����������ؓ䃞���Y�����o�������c��C
 ����ʳˎ�OFDA���������o
����ʳˎ�OFDA���������o ���������ؓ䃞���Y�����o
���������ؓ䃞���Y�����o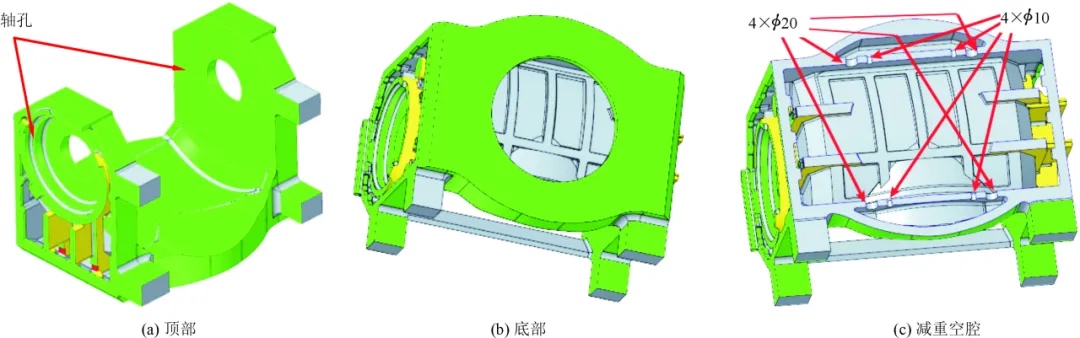 ������������ɰ�͵Ę���֧
������������ɰ�͵Ę���֧ �о��ˆT�_�lXstrings���g
�о��ˆT�_�lXstrings���g S��phia ����Solukon�Ԅ�
S��phia ����Solukon�Ԅ� �p���d�������|�x��3D��ӡ
�p���d�������|�x��3D��ӡ������
- ������ʳˎ�OFDA���������o��3D��ӡ�ڷ�
- �����������ؓ䃞���Y�����o�������c��C
- ��������������ɰ�͵Ę���֧���T���T�칤
- ���о��ˆT�_�lXstrings���g��3D��ӡһ�w
- ��S��phia ����Solukon�Ԅӳ���ϵ�y����
- ���p���d�������|�x��3D��ӡ�������w���
- ���{ɫ��Դ��W����W��ٛ���_EOS M290��
- �����پ��^UPM��ُFabrisonic��������
- ��܊��3D��ӡ�r�����ٶȡ����Ժ�������
- ����˹���´�W�_�l�µ�ģ��߉ģ�ͣ���
 ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�������� ��Science����һ
��Science����һ ���a��ߴ��մ�3D
���a��ߴ��մ�3D �Ͼ����I��W����
�Ͼ����I��W�������c����
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ��3D�����ӡ���g����������ٹ����е���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- �����a��ߴ��մ�3D��ӡ�C�������մɳ�
- ����ߵ��ˇ�g��3D��ӡ���g������J֪
- �������ֹ������p����3D��ӡ���g���ٶ�


