�Ϻ�픿������պ�������X�Ͻ𘋼�����-��ˇ-����һ�w��������������
�r�g��2024-06-05 08:51 ��Դ���əC�������� ���ߣ�admin ��x����
�X�Ͻ����ں��պ��������������ߜ����W���܌����w�������w�а�ȫ���P��Ҫ�����ڷ�ĩ���ļ������������X�Ͻ��ѽ���ԓ�I�F�˺ܶ���Ҫ���ã���ˣ�ؽ횽���LPBF�����X�Ͻ�M���c�ߜ����W����֮�g��ӳ���Pϵ���Mһ��̽���Ͻ�M��-�ߜ�����һ�w���{�ؙC�������������ں��պ�����I��ķ��۰�ȫ�Ժͷ��������P��Ҫ��
���@�������������������AlSi10Mg���μ����Ҝ�/�ߜ����W���ܣ��Ͼ����պ����W������ڈF��c�ɶ��w�C���I�����F������؟�ι�˾���о��˳��η���LPBF����AlSi10Mg�Ͻ�ұ��ȱ�ݡ��@�M�����Ҝ�/�ߜ����W���ܡ�ƣ�����ܵ�Ӱ�Ҏ�ɣ���ʾ��LPBF����AlSi10Mg�Ͻ�ƣ���Ѽy�ĔUչ�C����������LPBF����AlSi10Mg�ľC�Ϸ��������ṩ��Փָ�������P�о��ڡ��Ї����⡷�W�g�ڿ����ǣ����Է������°l����

����ʬF�˼����ĩ������һ�w�������X�Ͻ����s�������X�Ͻ�˜�ƣ��ԇ�ӵ��^�̡������ĩ�����ڼ��g��������s�X�Ͻ𘋼��Ķ����ڡ������������ṩ���µļ��g;����
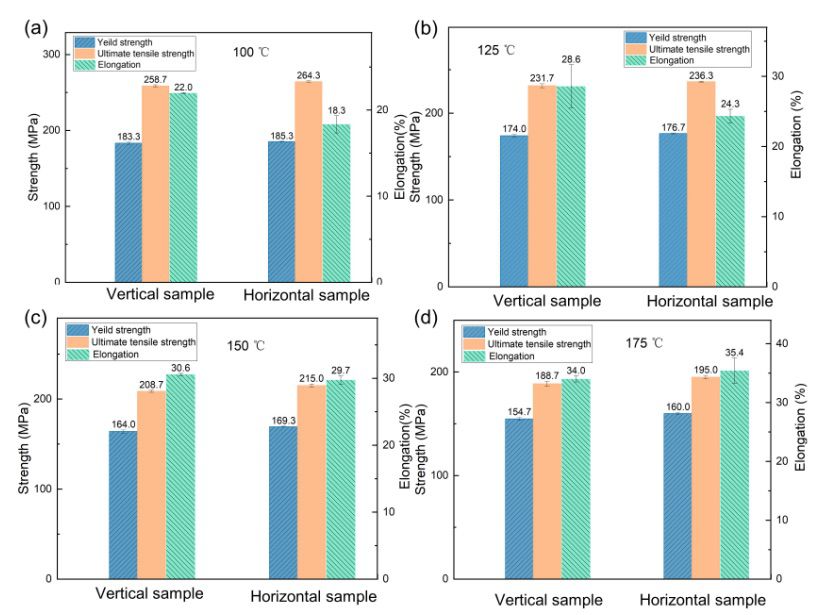
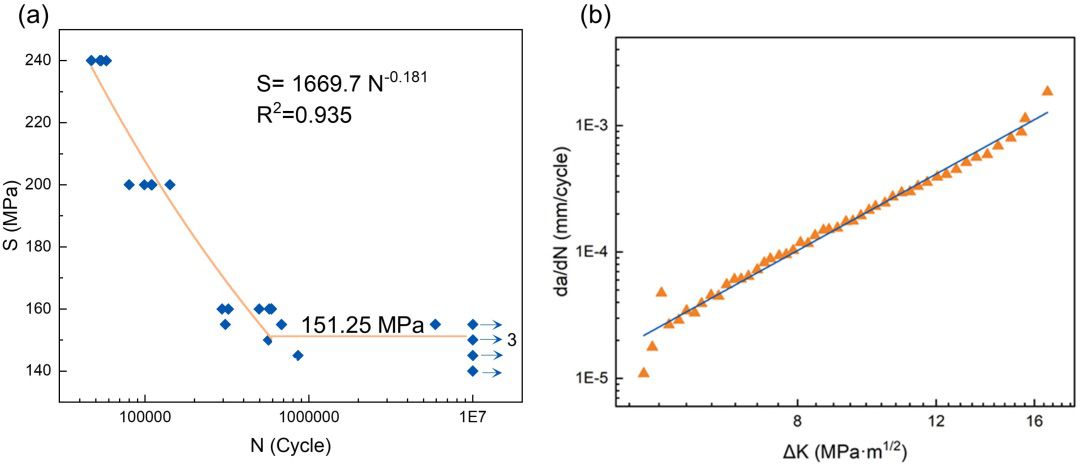
�������������X�Ͻ𘋼��Ҝؼ��ߜ����W���܌����������ں��պ�����I��ķ��۷��������P��Ҫ�������о��˳��η�ʽ�������ĩ������(LPBF) AlSi10Mg�����Ҝ؉��s���ܡ��ߜ��������ܡ�����ƣ�����ܺ��Ҝ��Ѽy�Uչ���ʵ����W���ܵ�Ӱ�Ҏ�ɡ��Y��������ˮƽ��ʽ����ԇ��(���졢���s��ƣ�ڵ��d��ƽ����ԇ��䁷۷���)���и����ĉ��s���ܣ����F���������Ŀ������ȼ���������(�քe��201.0 MPa�c251.3 MPa)���ڸߜ�����ԇ��У���ͬ���η���ԇ�ӵĿ������ȼ����������S��ԇ�ض�����(��100 ������175 ��)�����½�څ�ݣ��������ʾ���u���ߣ���ˮƽ��ʽ����ԇ�ӵ��������ܾ����ڴ�ֱ��ʽ����ԇ��(�d�ɴ�ֱ��ԇ��䁷۷���)����ֱ��ʽ����AlSi10Mg�Ͻ�ԇ�ӽ��v107ѭ�h�ܴε���ֵƣ�ڏ��Ȟ�151.25 MPa��ƣ�ډ����s��2.1��105�ܴΣ�ƣ���Ѽy�Uչ�T��ֵ��0.981 MPa��m1/2��
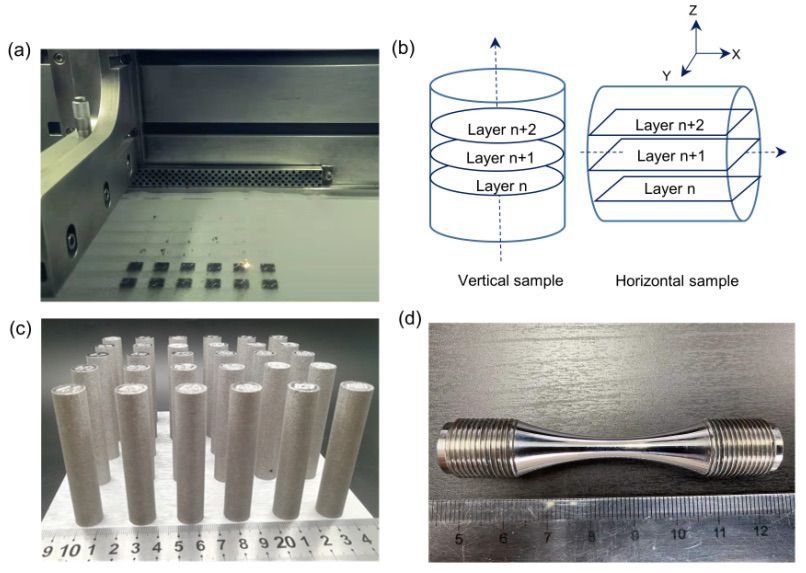
�о��F�ͨ�^�����ĩ�����ڼ��g�Ƃ�AlSi10Mg�������о��˻��ڳ��η����{�ص��X�Ͻ�M����׃���Ҝ�/�ߜ��o���W����Ӱ푣�̽���˼�����������AlSi10Mg������ƣ�ڵȄ����W���ܣ����F���X�Ͻ𘋼��IJ��ϡ��M��������һ�w��������������졣���η������ˮƽ���η�ʽ�����졢���s��ƣ�ڵ��d��ƽ����ԇ��䁷۷��ʹ�ֱ���η�ʽ���d�ɴ�ֱ��ԇ��䁷۷���[�D1(b)]��LPBF����AlSi10Mgƣ��ԇ����D1(c) ��(d)��ʾ��
��Ҫ�YՓ
1)��ֱ��ʽ����ԇ�ӵĽ����@ʾ�˲�ͬ������۳��ΑB���۳���Ҫ�ʙE���κͰ�A���Σ��۳،��ȼs��100��mˮƽ��ʽ����ԇ�ӽ�����@�M���@ʾ���س��η�����۳سʵ��͵��~�[�ΑB���۳���Ȟ�30~80��m����ͬ�����������ԇ�ӽ����ϵ��۳�߅���^�����������@�M����^��:��ֱ��ʽ��������ԇ�ӵĽ���ʰ�A�����۳���ò����ˮƽ��ʽ��������ԇ�ӵĽ���ʌӠ�Y�����@�w����LPBF��ˇ�����۷e���۳��������������ԡ�
2) ��ֱ��ʽ����ԇ�ӵĉ��s���ȵ���ˮƽ��ʽ����ԇ�ӡ��ډ��s�^���У���ֱ��ʽ����ԇ�ӵ��Ѽy�Uչ·�����^���Σ���ˮƽ��ʽ����ԇ�ӵ��Ѽy�Uչ·���^����s��������߾��и��ߵĉ��s���ȡ��ضȺͳ��η������Ӱ�LPBF����AlSi10Mg�Ͻ����������:�S���ض����ߣ�����ԇ�ӵď��ȶ��ʬF�f�p��څ�ݣ��������ʄt��u���ߣ�ˮƽ��ʽ����ԇ�ӵď��Ⱦ����ڴ�ֱ��ʽ����ԇ�ӡ�����LPBF�X�Ͻ��۳�߅��Ĵ־��������۳��c���g�Y�ϳɞ�Ӱ푲����������ܵ�����Ҫ���ء�������ԇ��^���У������d�ɵķ����c��ֱԇ�ӌ��gλ�ô�ֱ���۳�߅��־��^���Ѽy�ڑ���Ӱ��¸����κ˔Uչ����ˮƽ��ʽ����ԇ�ӵ������d��ƽ���ڌ��gλ�ã��־��^���Ѽy�Uչ��Ӱ��^С����ˮƽ��ʽ����ԇ�Ӿ��и��ߵ��������ܡ�
3) LPBF��ֱ��ʽ����AlSi10Mg�Ͻ�ԇ�ӵ�ƣ�ڏ��Ȟ�151.25MPa�����v107��ѭ�h�Ͻ��ƣ�ڏ������^��pʧ�������½�ԭ����ƣ�����܌�����ȱ�ݱ��^���С�LPBF����AlSi10Mg�Ͻ��ƣ�ډ�����2.1��105�ܴΣ�ƣ���Ѽy�Uչ�T��ֵ��Kth��0.981MPa��m1/2��
���Y
�о����ü����ĩ�����ڸ߾����������켼�g��̽���˲�ͬ���η���AlSi10Mg�Ͻ��Ҝ�/�ߜ��o���W���ܵ�Ӱ푣�ϵ�y̽���˼�����������AlSi10Mg����ƣ�����ܣ���ʾ�˻��ڳ��η����{�ص��X�Ͻ�M����׃�����W����Ӱ푙C�ƣ������˼����ĩ�����ڳ���AlSi10Mgƣ�����ܣ����F���X�Ͻ���ϡ��M��������һ�w�����������죬�鼤�����������X�Ͻ��ں��պ�����I��đ����ṩ�˿ƌW���A����Փָ����
���@�������������������AlSi10Mg���μ����Ҝ�/�ߜ����W���ܣ��Ͼ����պ����W������ڈF��c�ɶ��w�C���I�����F������؟�ι�˾���о��˳��η���LPBF����AlSi10Mg�Ͻ�ұ��ȱ�ݡ��@�M�����Ҝ�/�ߜ����W���ܡ�ƣ�����ܵ�Ӱ�Ҏ�ɣ���ʾ��LPBF����AlSi10Mg�Ͻ�ƣ���Ѽy�ĔUչ�C����������LPBF����AlSi10Mg�ľC�Ϸ��������ṩ��Փָ�������P�о��ڡ��Ї����⡷�W�g�ڿ����ǣ����Է������°l����
����ʬF�˼����ĩ������һ�w�������X�Ͻ����s�������X�Ͻ�˜�ƣ��ԇ�ӵ��^�̡������ĩ�����ڼ��g��������s�X�Ͻ𘋼��Ķ����ڡ������������ṩ���µļ��g;����
�������������X�Ͻ𘋼��Ҝؼ��ߜ����W���܌����������ں��պ�����I��ķ��۷��������P��Ҫ�������о��˳��η�ʽ�������ĩ������(LPBF) AlSi10Mg�����Ҝ؉��s���ܡ��ߜ��������ܡ�����ƣ�����ܺ��Ҝ��Ѽy�Uչ���ʵ����W���ܵ�Ӱ�Ҏ�ɡ��Y��������ˮƽ��ʽ����ԇ��(���졢���s��ƣ�ڵ��d��ƽ����ԇ��䁷۷���)���и����ĉ��s���ܣ����F���������Ŀ������ȼ���������(�քe��201.0 MPa�c251.3 MPa)���ڸߜ�����ԇ��У���ͬ���η���ԇ�ӵĿ������ȼ����������S��ԇ�ض�����(��100 ������175 ��)�����½�څ�ݣ��������ʾ���u���ߣ���ˮƽ��ʽ����ԇ�ӵ��������ܾ����ڴ�ֱ��ʽ����ԇ��(�d�ɴ�ֱ��ԇ��䁷۷���)����ֱ��ʽ����AlSi10Mg�Ͻ�ԇ�ӽ��v107ѭ�h�ܴε���ֵƣ�ڏ��Ȟ�151.25 MPa��ƣ�ډ����s��2.1��105�ܴΣ�ƣ���Ѽy�Uչ�T��ֵ��0.981 MPa��m1/2��
�о��F�ͨ�^�����ĩ�����ڼ��g�Ƃ�AlSi10Mg�������о��˻��ڳ��η����{�ص��X�Ͻ�M����׃���Ҝ�/�ߜ��o���W����Ӱ푣�̽���˼�����������AlSi10Mg������ƣ�ڵȄ����W���ܣ����F���X�Ͻ𘋼��IJ��ϡ��M��������һ�w��������������졣���η������ˮƽ���η�ʽ�����졢���s��ƣ�ڵ��d��ƽ����ԇ��䁷۷��ʹ�ֱ���η�ʽ���d�ɴ�ֱ��ԇ��䁷۷���[�D1(b)]��LPBF����AlSi10Mgƣ��ԇ����D1(c) ��(d)��ʾ��
�D1��a��LPBF�����^�̣���b����ֱ��ƽ���c䁷۷���ij���ԇ��ʾ��D����c��LPBF����AlSi10Mg����ԇ�ӣ���d���˜�ƣ��ԇ��
�D2 ��ͬ�������ԇ�Ӹߜ�������������D����a��100 �棻��b��125 �棻��c��150 �棻��d��175 ��
�D3 ��ֱ��ʽ����ԇ��ƣ�����ܡ���a���⻬ԇ�ӵ�ƣ��S-N������R = 0.1��Nf = 107������b��ƣ���Ѽy�Uչ����da/dN�S�����������ӷ���∆K�Pϵ����
��Ҫ�YՓ
1)��ֱ��ʽ����ԇ�ӵĽ����@ʾ�˲�ͬ������۳��ΑB���۳���Ҫ�ʙE���κͰ�A���Σ��۳،��ȼs��100��mˮƽ��ʽ����ԇ�ӽ�����@�M���@ʾ���س��η�����۳سʵ��͵��~�[�ΑB���۳���Ȟ�30~80��m����ͬ�����������ԇ�ӽ����ϵ��۳�߅���^�����������@�M����^��:��ֱ��ʽ��������ԇ�ӵĽ���ʰ�A�����۳���ò����ˮƽ��ʽ��������ԇ�ӵĽ���ʌӠ�Y�����@�w����LPBF��ˇ�����۷e���۳��������������ԡ�
2) ��ֱ��ʽ����ԇ�ӵĉ��s���ȵ���ˮƽ��ʽ����ԇ�ӡ��ډ��s�^���У���ֱ��ʽ����ԇ�ӵ��Ѽy�Uչ·�����^���Σ���ˮƽ��ʽ����ԇ�ӵ��Ѽy�Uչ·���^����s��������߾��и��ߵĉ��s���ȡ��ضȺͳ��η������Ӱ�LPBF����AlSi10Mg�Ͻ����������:�S���ض����ߣ�����ԇ�ӵď��ȶ��ʬF�f�p��څ�ݣ��������ʄt��u���ߣ�ˮƽ��ʽ����ԇ�ӵď��Ⱦ����ڴ�ֱ��ʽ����ԇ�ӡ�����LPBF�X�Ͻ��۳�߅��Ĵ־��������۳��c���g�Y�ϳɞ�Ӱ푲����������ܵ�����Ҫ���ء�������ԇ��^���У������d�ɵķ����c��ֱԇ�ӌ��gλ�ô�ֱ���۳�߅��־��^���Ѽy�ڑ���Ӱ��¸����κ˔Uչ����ˮƽ��ʽ����ԇ�ӵ������d��ƽ���ڌ��gλ�ã��־��^���Ѽy�Uչ��Ӱ��^С����ˮƽ��ʽ����ԇ�Ӿ��и��ߵ��������ܡ�
3) LPBF��ֱ��ʽ����AlSi10Mg�Ͻ�ԇ�ӵ�ƣ�ڏ��Ȟ�151.25MPa�����v107��ѭ�h�Ͻ��ƣ�ڏ������^��pʧ�������½�ԭ����ƣ�����܌�����ȱ�ݱ��^���С�LPBF����AlSi10Mg�Ͻ��ƣ�ډ�����2.1��105�ܴΣ�ƣ���Ѽy�Uչ�T��ֵ��Kth��0.981MPa��m1/2��
���Y
�о����ü����ĩ�����ڸ߾����������켼�g��̽���˲�ͬ���η���AlSi10Mg�Ͻ��Ҝ�/�ߜ��o���W���ܵ�Ӱ푣�ϵ�y̽���˼�����������AlSi10Mg����ƣ�����ܣ���ʾ�˻��ڳ��η����{�ص��X�Ͻ�M����׃�����W����Ӱ푙C�ƣ������˼����ĩ�����ڳ���AlSi10Mgƣ�����ܣ����F���X�Ͻ���ϡ��M��������һ�w�����������죬�鼤�����������X�Ͻ��ں��պ�����I��đ����ṩ�˿ƌW���A����Փָ����
(؟�ξ���admin)

��һƪ���p�ؽ��������}����푑�ˮ���z����3D��ӡ����īˮ���ڼ�������w���L��ጷ�
��һƪ��������픿��������S����Ti60⁺Ͻ�ļ����������켰��M������������
��һƪ��������픿��������S����Ti60⁺Ͻ�ļ����������켰��M������������
 늟���� (��ETF)���g��
늟���� (��ETF)���g�� Backflip�Ƴ�����3D������
Backflip�Ƴ�����3D������ ����������܇����3D
����������܇����3D ����Science�ӿ�������3D
����Science�ӿ�������3D VERIGRAFT�@��120�f�WԪEu
VERIGRAFT�@��120�f�WԪEu �����~�s��W��Biofabrica
�����~�s��W��Biofabrica������
- ��늟���� (��ETF)���g�Ƃ�3D�Y����
- ��Backflip�Ƴ�����3D������STL�ļ��D�Q
- ������������܇����3D��ӡ���g����
- ������Science�ӿ�������3D��ӡ��ͻ�ƣ�
- ��VERIGRAFT�@��120�f�WԪEurostars�Y��
- �������~�s��W��Biofabrication�����p��
- ����������W�c�M�����3D��ӡ���g����
- ��3D��ӡ����乤ˇ��50��ز��Ľ�
- ����AFM����3D��ӡPVA�p�ؾW�j�x�ӌ�늏�
- ��K-Tigͨ�^IPO�I��1000�f��Ԫ�Y�𣬌���
 ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�������� ��Science����һ
��Science����һ ���a��ߴ��մ�3D
���a��ߴ��մ�3D �Ͼ����I��W����
�Ͼ����I��W�������c����
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- �����a��ߴ��մ�3D��ӡ�C�������մɳ�
- ����ߵ��ˇ�g��3D��ӡ���g������J֪
- �������ֹ������p����3D��ӡ���g���ٶ�
- �����¼��g��̼�w�S3D��ӡ����һ����


