�V�Ͻ��������켼�g(sh��)�F(xi��n)��l(f��)չڅ��(sh��)��Ƚ���(2)
�r(sh��)�g��2023-12-12 09:56 ��Դ���Ϻ���ͨ��W(xu��)�p�Ͻ��ܳ��͇�(gu��)�� ���ߣ�admin ��x����
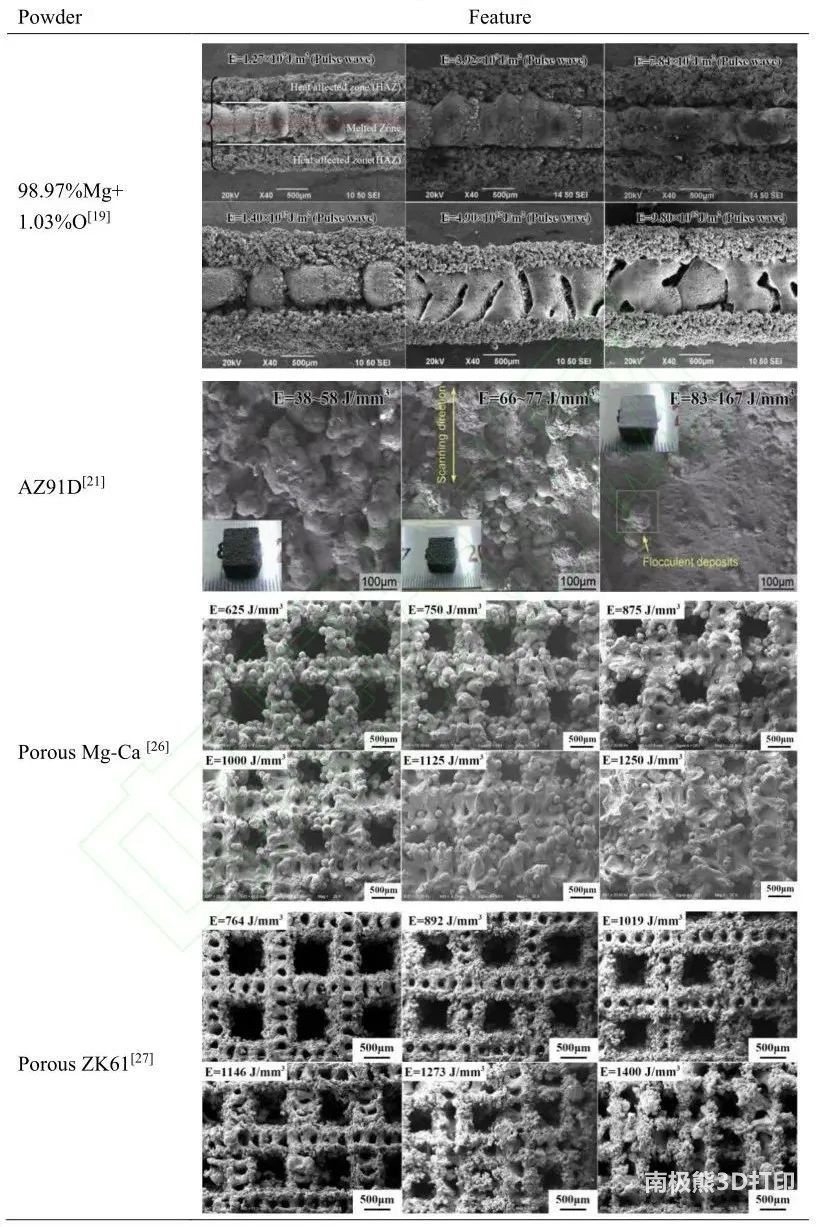
���������V�Ͻ�ĽM��������
��һ���V�Ͻ�SLM�^���ܵ���N��ˇ����(sh��)�Ͳ��υ���(sh��)��Ӱ푣��@Щ����(sh��)��׃����(hu��)��(d��o)�������옋(g��u)���Ļ��W(xu��)�ɷ֡��C(j��)е���͎ܺ��Π�l(f��)�����@��׃����
Ŀǰ�V�Ͻ� SLM�о�������Ҫ������̽����(sh��)�(y��n)����(sh��)����ĩ������������ܶȡ������ٶȡ��}�_�l�ʵȣ���(du��)ԇ�ӳ��ε�Ӱ�Ҏ(gu��)�ɡ���ˣ��R(sh��)�e���P(gu��n)ע��Ҫ����(sh��)�Ǻ���Ҫ�ġ��о���������ʺ͒����ٶ��ǛQ��SLM�Ƃ��V�Ͻ�����|(zh��)������Ҫ���ء����õ������ܶȣ����^С�ļ���ʺ͒����ٶȣ�����ʹ�V�Ͻ��ĩ��ȫ�ۻ����γɷ�ĩ���Y(ji��)����ɸ߿�϶�ʺ��F(xi��n)���S�������ܶ����ߣ�ԇ�ӳ��εõ����ƣ����^�ߵ������ܶȄt��(hu��)ʹ�V�Ͻ���p��(y��n)�أ��������l(f��)���±�����SLM��ˇ�M(j��n)���V�Ͻ���������ij��Ό�(du��)�ȡ�
�D����ͬ�����V�Ͻ� SLM���νM����(du��)��
�S���V�Ͻ��ʹ�÷����c���ۭh(hu��n)���՝u�U(ku��)���V�Ͻ��ȱ�c(di��n)Ҳ��u��¶������Ŀǰ���Ƽs�V�Ͻ��V��ʹ�õ�ԭ��֮һ�������g���^�ͣ��ڳ���h(hu��n)���o���L(zh��ng)�ڷ��ۡ��V�Ͻ����g���^���һ��(g��)��Ҫԭ�����ںϽ��е��s�|(zh��)�c���w�O���γ��ż���g����(d��ng)�Ͻ����s�|(zh��)��������С��0.05%�r(sh��)�����g���ʌ��½�90%����SLM��ˇ���ø���ĩ���Σ���ԭ�����A�α������s�|(zh��)�����룬��ˌ�(du��)�Ͻ��g���ܵ����������档SLM�^�����^�ߵ���s�ٶȣ������ںϽ�M����(x��)�����������߲������g���ܡ��������⣬��̎����HIP�ȣ��������ӹ�Ӳ���ķ�ʽ�܉��M(j��n)һ������SLM�V�Ͻ�����W(xu��)���ܡ��±����Y(ji��)�˽���ߏ�(qi��ng)
SLM�V�Ͻ�����W(xu��)���ܡ�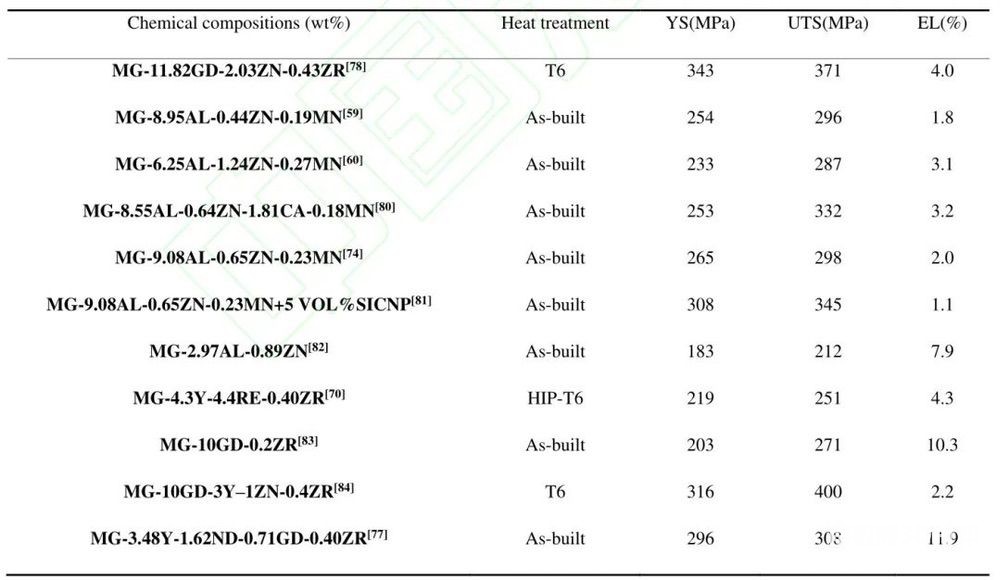
�D�����ָߏ�(qi��ng) SLM�����V�Ͻ��Ҝ���������
���^���V�Ͻ�SLM�����^���У�Ҳ���a(ch��n)����ף����Ѽy��δ�ۻ���϶��ȱ�ݡ�����γ���Ҫ�������ڸ���ʺ͵͒����ٶ��®a(ch��n)����С��Ч��(y��ng)���γ��^����۳أ��S���۳���ǰ�Ƅ�(d��ng)���۳����̣�����������������γɚ�ס�����ʹ���^��ļ���ݔ���������������l(f��)�V�Ͻ𣬺����ؽ������ڽ��ٵĄ�(d��ng)�B(t��i)ճ�ȣ����C���ڽ��ٵij��?j��n)Uɢ���p�ٷ��w�w�R���Ķ����ƌ��g�ĝ�(r��n)���ԣ��p�٘�(g��u)���еĚ�ס��V�ķ��c(di��n)�����c(di��n)֮�gֻ��440�棬��(d��o)��SLM�^�����V�Ͻ�Ą������l(f��)�����F(xi��n)���w�w�R��Ԫ��?z��)��p�Ȇ��}���V��(du��)���ĸ��H�������V�Ͻ�SLM����һ��(g��)��Ҫ���}���V�Ͻ���������ܕ�(hu��)��K���g�Y(ji��)�ϲ���(d��o)��������������Ⱦ�⣬��������ӱ��������Ɖģ�����(hu��)�����V�Ͻ�ԇ�ӵľ���e�ۣ���(d��o)���Ѽy�Įa(ch��n)����Ŀǰ�p���V�Ͻ�SLM���Θ�(g��u)���е�ȱ������Ҫ�ķ�ʽ���{(di��o)����ˇ����(sh��)�����м���ʺ͒����ٶ��ǛQ��SLM�Ƃ���V�Ͻ�����|(zh��)������Ҫ���أ����m�Ĺ�ˇ����(sh��)������Ч�p����Ԫ��?z��)��p�����ȱ�ݡ�������Ŀǰ�P(gu��n)���V�Ͻ�WAAM���о������÷��ۻ��O���Ԛ��w�u�O���o(h��)����Tungsten Inert Gas Welding, TIG�����ۻ��O���Ԛ��w���o(h��)����Melt Inert-gas Welding, MIG����늻���ݔ���^�������������^�����a(ch��n)����e�ۣ��S�����e�Ӕ�(sh��)���ӣ��ό��V�Ͻ�����(d��ng)�����ӣ�ԇ���ձ�ʬF(xi��n)�����ό���խ���ij������c(di��n)���±���V�Ͻ����WAAM��ͬ��ˇ���Ό�(du��)�ȡ�
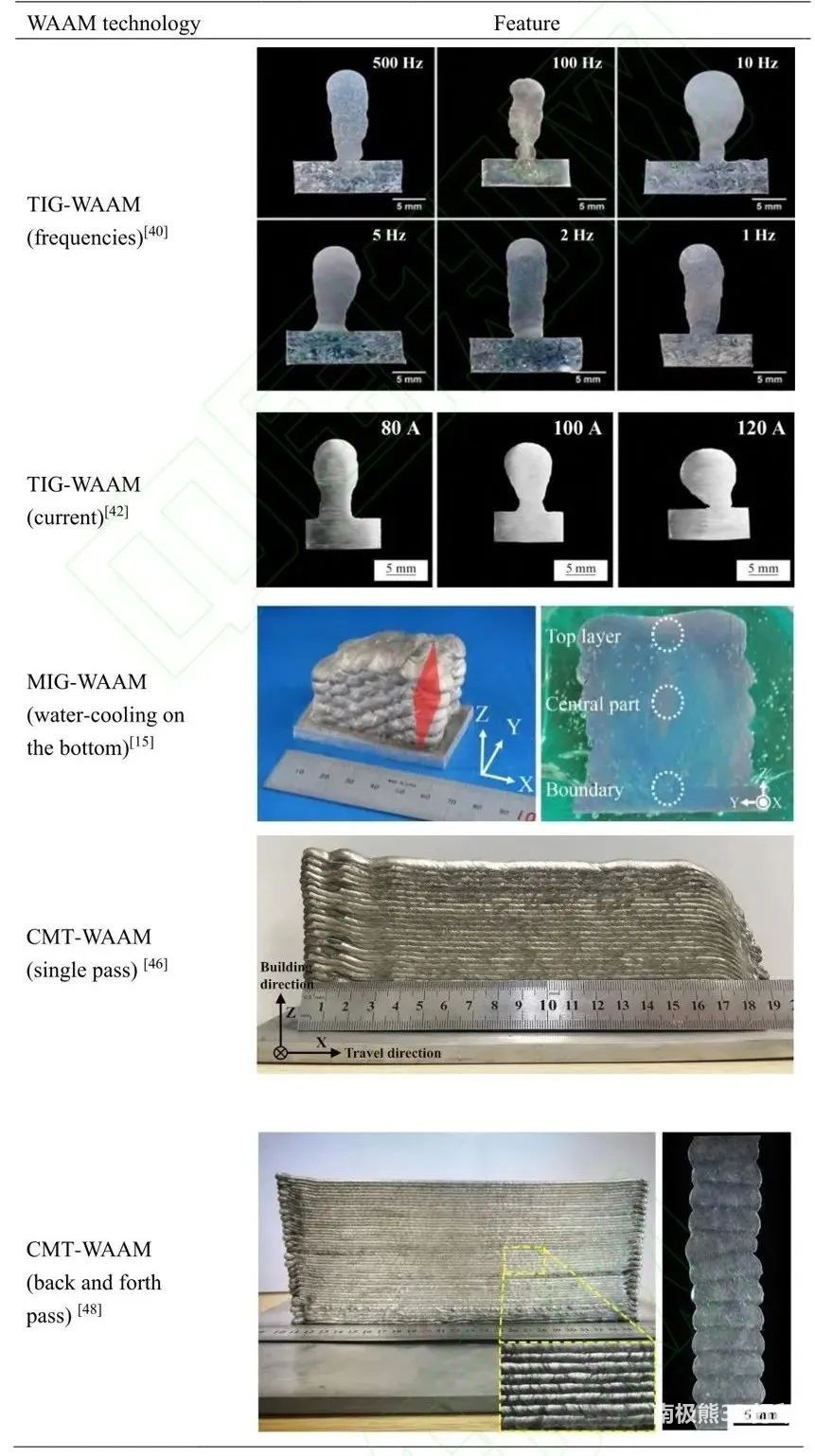
�D���V�Ͻ�(AZ31)WAAM��ͬ��ˇ���νM����(du��)��
���V�Ͻ�WAAM��ˇ�У������V�Ͻ��е��ܽ���S�ضȵĽ��Ͷ��pС�������V�ĵ��ܶȺ�WAAM�^�̵Ŀ�����s�����w�������^���Пo�����������Ƅ�(d��ng)�����۳����ݳ����γɚ�ף���ƬF(xi��n)�����X�Ͻ�WAAM��Ҳ�^�쵽��ͨ�^���Ì�(du��)���z�ı��桢��ǰĸ�������Լ��{(di��o)�����Ӆ���(sh��)�Ɍ�(du��)�۳��еĚ��w�ݳ��������M(j��n)�п��ƣ������m��(d��ng)��ߺ�������ͺ����ٶȣ�ʹ�۳��К��w���ݳ��l����(y��u)������l�����ɜp�ٚ�Įa(ch��n)������������FSAM�^���У����ϰl(f��)����������(d��ng)��ԇ�ӳ��κ��y�õ����ƣ�һ��ͨ�^��׃�����^���D(zhu��n)�ٺͺ����ٶȁ����Ɵ�ݔ�����ԇ�Ӻ��^���Ρ�
�����^�D(zhu��n)��Խ�ߣ��a(ch��n)���ğ���Խ��(d��o)����s�^���еğᑪ(y��ng)��Խ�������^�D(zhu��n)��Խ�ͣ��a(ch��n)����Ħ�������ʹ���ϰl(f��)������(d��ng)�������ٶ��^���^�Ͷ���(hu��)���ԇ���Юa(ch��n)��ȱ�ݡ���ˣ��������õ��V�Ͻ�FSAMԇ����Ҫ���m�Ĕ����^�D(zhu��n)�ٺͺ����ٶȡ�
�D��WE43�V�Ͻ� FSAW��ˇ���νM��
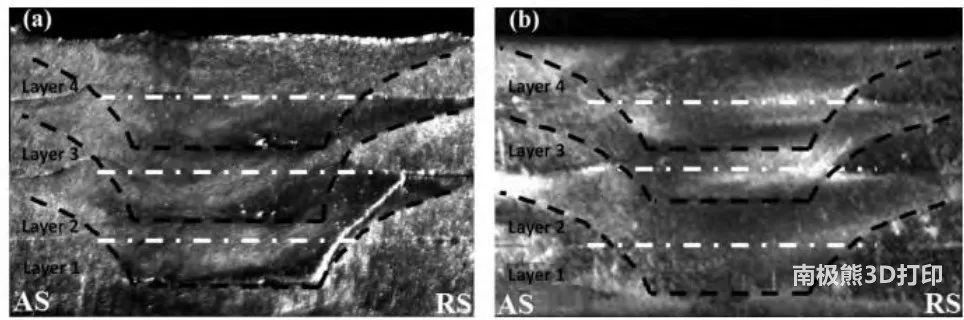
��϶������M�����^��ȱ�ݵȆ��}�����F(xi��n)���V�Ͻ�FSAM���Θ�(g��u)���С���(d��ng)���������^���П�ݔ�벻��r(sh��)����(hu��)����۷���ٵ�����׃�β���֣���������(d��ng)�Բԇ�Ӄ�(n��i)�����F(xi��n)δ��ȫ�]�ϵĬF(xi��n)���γɿ�϶����(d��ng)��ݔ���^��r(sh��)����(hu��)��ɔ����^ǰ�M(j��n)��(c��)�IJ�����Û����������֣��γɿ�϶����(d��ng)���ò����ݼy����������F����^�r(sh��)��Ҳ��(hu��)��ɲ�������׃�β���֣��γɿ�϶���^��ȱ�ݺ͎���M���������^�ߵğ�ݔ��r(sh��)�a(ch��n)�������^��ȱ�ݏ����ķ���������^�܇��IJ����Ƅ�(d��ng)�ķ�����һ�¡��D�����^���D(zhu��n)�����V�Ͻ�FSAMԇ�ӿv���治ͬ�^(q��)��ij���ȱ�ݡ���ͨ�^�������ƺ����ٶȡ������^���D(zhu��n)�ٶȁ��{(di��o)�����ӟ�ݔ�룬�����x����m�Ĕ����^���Π���ֶ�����ȱ�ݵĮa(ch��n)����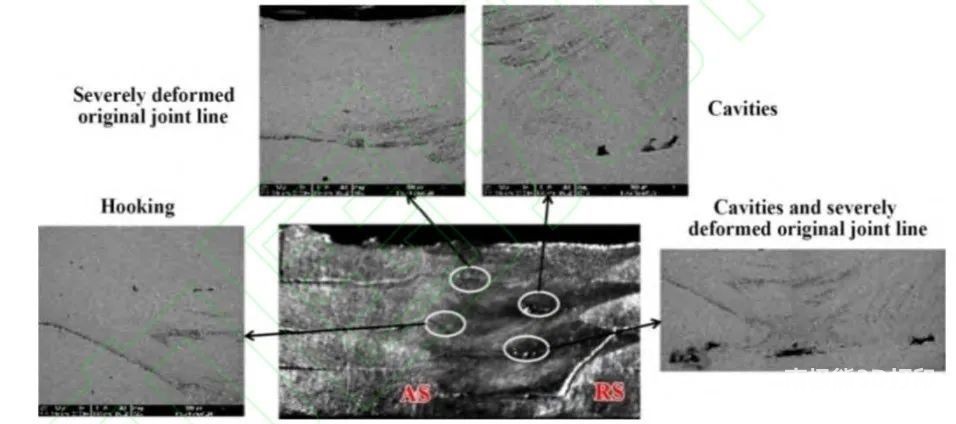
�D���V�Ͻ�FSAMԇ���е�ȱ�ݣ������^�D(zhu��n)�ٞ� 1400 rpm�������ٶȞ� 102 mm/min��
�����������^�M��ֱ��Ӱ���ԇ�ӵ����ܣ���ͬ���칤ˇ���^�M�������^��IJ���±���V�Ͻ��������첻ͬ��ˇ����ԇ�ӵ��^�M���������ߴ硢��M�ɣ���(du��)�ȡ����±����l(f��)�F(xi��n)�������V�Ͻ�N��^�࣬��ɷ�����^���������������M�ɸ��в�ͬ�����⣬�V�Ͻ�SLM�cFSAW���^��WAAM������(x��)С���@��Ҫ�ǵ����ڼ��������s�Լ�����Ħ���еĄ�(d��ng)�B(t��i)�ٽY(ji��)������ WAAM���ڟ�e�ۇ�(y��n)�ض���(d��o)�¾����ִ�
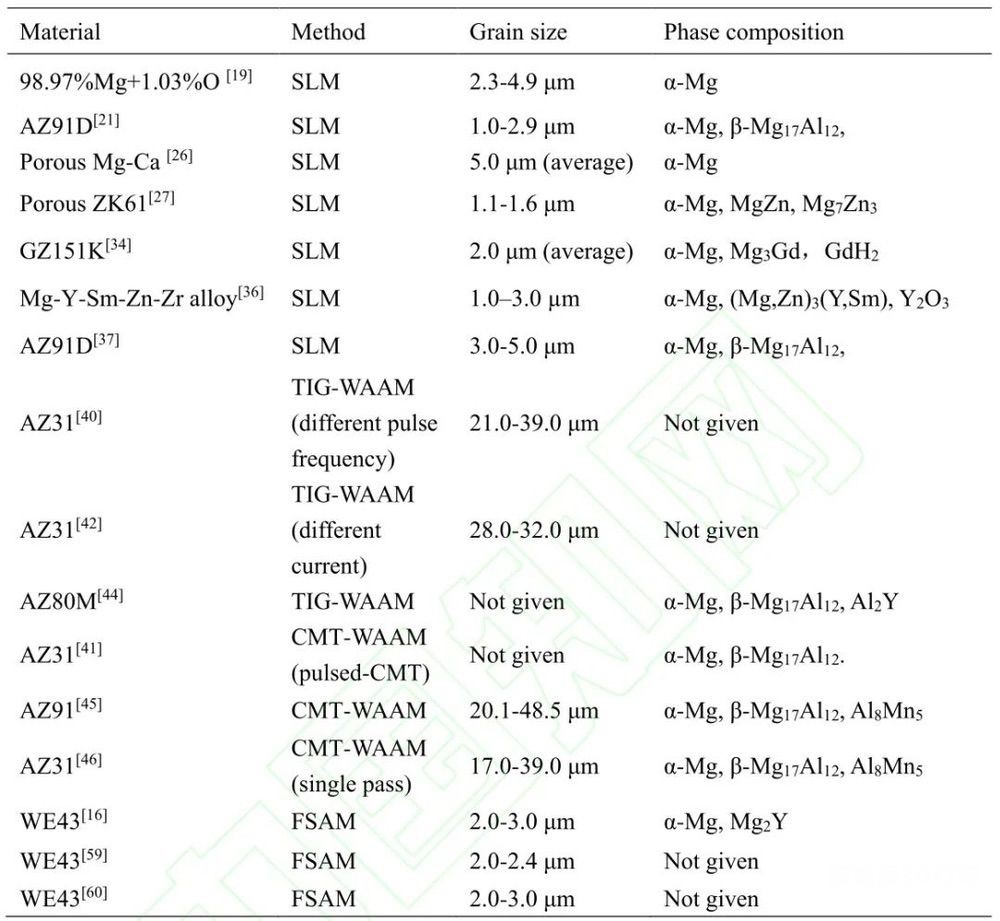
�D���V�Ͻ��������첻ͬ��ˇ����ԇ���^�M����(du��)��
���������V�Ͻ����R�Ć��}�cչ��
������S����(gu��)��(n��i)��W(xu��)�߂���Ŭ�����V�Ͻ����������췽��ȡ����һЩ�ɹ������^�ڂ��y(t��ng)���μ��g(sh��)���䃞(y��u)��(sh��)���F(xi��n)�÷dz�ͻ����ǰ��ʮ�֏V韡��������о��^����Ҳ��¶���˺ܶ����}���@Щ���}�Ƽs���V�Ͻ��������칤ˇ���M(j��n)һ����(y��ng)���c�l(f��)չ��
��1�����A(ch��)�о���Փ�T��������ȱ���V�Ͻ��ӡ�^���е����P(gu��n)��Դ����ݔ����{(di��o)��ģ�ͣ������nj�(du��)SLM�����^�����^�����w�ڸ���������ݔ���·��_���γɵ��w�R�y���M(j��n)��ģ�M���Լ���(du��)�����^�����^�M���ݻ���ģ�M�о��c��Փ��������(du��)���������^���К�����(y��ng)���Լ��ӹ�ȱ�ݵ��о�Ҳ��ʹ�õͳɱ��ҹ�ˇ��������䓡��X�Ͻ��⁺Ͻ������о��ӱ�����(du��)�V�Ͻ��wϵ�P(gu��n)ע�^�٣���(d��o)�¬F(xi��n)���о��y�����V�Ͻ���������Ķ�ܼ��Ƀ�(y��u)���O(sh��)Ӌ(j��)ԭ���ͷ����ό�(sh��)�F(xi��n)ͻ�ƣ�
��2�������ڰ�ȫ���ص�Ӱ푣��V�Ͻ��������콛(j��ng)�(y��n)��Ȼ����(du��)�T�����Ӽ���(n��i)����(j��ng)������һ����ȱ�ݣ�����Ѽy����ȣ�Ŀǰ�H���ڳ��ͺ�ͨ�^����o���ķ�ʽ��������ȱ�ݡ��V�Ͻ��ǟ������ϣ����������^���в����������ڏ�(qi��ng)�ҵ����������W(xu��)׃���Լ���(f��)�s������ұ���^�̣�ͬ�r(sh��)���S����(f��)�s����׃�^�̣������^��Ӱ����ر��࣬�漰���ϡ��Y(ji��)��(g��u)�O(sh��)Ӌ(j��)����ˇ�^�̡���̎�����T�����أ��@Ҳʹ�úϽ����������^�̵Ĺ�ˇ���M���������P(gu��n)ϵ�����y�Ԝ�(zh��n)�_���գ���(d��o)�����������V�Ͻ�����ܟo����ְl(f��)�]�����⣬�����V�Ͻ��������^�������w�R�����_�ѵ����|(zh��)����Ҫᘌ�(du��)�V�Ͻ��_�l(f��)���T�� SLM�C(j��)���O(sh��)�䣻
��3��Ŀǰ�Пo�m������������Č����V�Ͻ�ԭ���ϣ��z�ĺͷ۲ģ����F(xi��n)�Юa(ch��n)Ʒ����F(xi��n)�е������T����̖(h��o)�V�Ͻ𣬟o����������������칤ˇ�ĸߜؿ������ԣ��O(sh��)Ӌ(j��)���_�l(f��)�m����������ӹ��������V�Ͻ�ɷ��wϵ�Ȟ���Ҫ��
��4����(du��)���������V����(f��)�ϲ��ϻ��V���ɷ��ݶȺϽ���P(gu��n)ע�Ȳ��㡣�����������칤ˇ�ϵ������ԣ�����ͨ�^��ͬ��䁷ۂ}���ͽz�����a(ch��n)�ӹ����ɷ��ݶȵ�������(f��)�ϲ��ϣ��@һ�O(sh��)���ѽ�(j��ng)��懺Ͻ�⁺Ͻ𡢸��غϽ��F-�X�Ͻ���Lԇ�ɹ������������V����(f��)�ϲ����c�V���ݶȲ��ϵijɹ��_�l(f��)�،�����̶��ϰl(f��)�]�V�Ͻ�Ĝp��(y��u)��(sh��)���،��V�Ͻ�đ�(y��ng)�È�(ch��ng)����
�S���V�Ͻ��������켼�g(sh��)��u���죬���������Ҳ�������@���������켼�g(sh��)�܉���Ч���o���ͼ��������҇�(gu��)���V�Ͻ������c�аl(f��)�����ˮƽ����(du��)���҇�(gu��)�@��һ��(g��)�V�Ͻ��YԴ���(gu��)���f���@���������҇�(gu��)�V�Ƽ����P(gu��n)�I�C(j��)����ֻ���ڼ��g(sh��)��̎�����M(j��n)ˮƽ�����ܰ��҇�(gu��)���V�YԴ��(y��u)��(sh��)�l(f��)�]�������ڇ�(gu��)�H�ИI(y��)��(j��ng)��(zh��ng)��ռ���șC(j��)���ӿ��I(y��)��(qi��ng)��(gu��)�D(zhu��n)׃��
(؟(z��)�ξ���admin)

���P(gu��n)��(n��i)��
 늟���� (��ETF)���g(sh��)��
늟���� (��ETF)���g(sh��)�� Backflip�Ƴ�����3D������
Backflip�Ƴ�����3D������ ����������܇����3D
����������܇����3D ����Science�ӿ�������3D
����Science�ӿ�������3D VERIGRAFT�@��120�f�WԪEu
VERIGRAFT�@��120�f�WԪEu ����(gu��)�~�s��W(xu��)��Biofabrica
����(gu��)�~�s��W(xu��)��Biofabrica
- ��늟���� (��ETF)���g(sh��)�Ƃ�3D�Y(ji��)��(g��u)��
- ��Backflip�Ƴ�����3D������STL�ļ��D(zhu��n)�Q
- ������������܇����3D��ӡ���g(sh��)����
- ������Science�ӿ�������3D��ӡ��ͻ�ƣ�
- ��VERIGRAFT�@��120�f�WԪEurostars�Y��
- ������(gu��)�~�s��W(xu��)��Biofabrication�����p��
- ����������W(xu��)�c�M(f��i)��(sh��)�(y��n)��3D��ӡ���g(sh��)����
- ��3D��ӡ����乤ˇ��50��ز��Ľ�
����(n��i)��
- ��늟���� (��ETF)���g(sh��)�Ƃ�3D�Y(ji��)��(g��u)��
- ��Backflip�Ƴ�����3D������STL�ļ��D(zhu��n)�Q
- ������������܇����3D��ӡ���g(sh��)����
- ������Science�ӿ�������3D��ӡ��ͻ�ƣ�
- ��VERIGRAFT�@��120�f�WԪEurostars�Y��
- ������(gu��)�~�s��W(xu��)��Biofabrication�����p��
- ����������W(xu��)�c�M(f��i)��(sh��)�(y��n)��3D��ӡ���g(sh��)����
- ��3D��ӡ����乤ˇ��50��ز��Ľ�
- ����AFM����3D��ӡPVA�p�ؾW(w��ng)�j(lu��)�x�ӌ�(d��o)늏�(f��)
- ��K-Tigͨ�^IPO�I��1000�f��Ԫ�Y�𣬌���
���]��(n��i)��
 ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng) ��Science����һ
��Science����һ ��(gu��)�a(ch��n)��ߴ��մ�3D
��(gu��)�a(ch��n)��ߴ��մ�3D �Ͼ����I(y��)��W(xu��)����
�Ͼ����I(y��)��W(xu��)�������c(di��n)��(n��i)��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ����(gu��)�a(ch��n)��ߴ��մ�3D��ӡ�C(j��)�������մɳ�
- ����ߵ��ˇ�g(sh��)��3D��ӡ���g(sh��)������J(r��n)֪
- ����(gu��)���ֹ������p����3D��ӡ���g(sh��)���ٶ�
- �����¼��g(sh��)��̼�w�S3D��ӡ����һ����


