�R���n�}�M�����o�����FҺ�B����īˮ�ķǽ��|���Y���·����
�r�g��2023-07-03 11:14 ��Դ��Ħ��PuSL�߾��� ���ߣ�admin ��x����
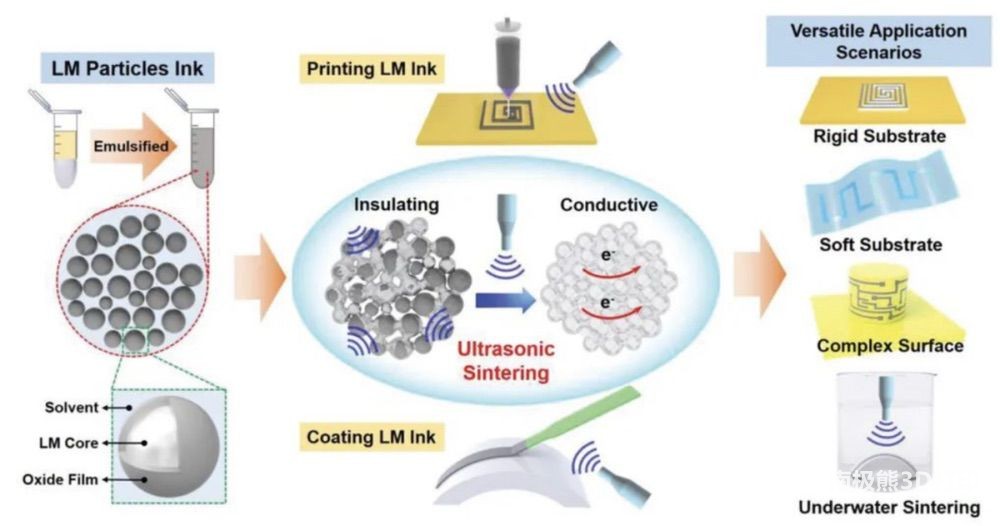
扻�Һ�B���٣�LM����Ŀǰ����������쑪����V���ģ��@��Ҫ�w�����������е����c����늌��ʺ͟ጧ�ʡ���ճ�ȡ����o��������≺�͵��������ԡ������S���īI���Һ�B���وD�����ķ�������Ҫ����ģ�巨�����ķ����p�ķ���ע�䷨�ȡ���LM�ĸ߱��揈�����K�����ڸ��N���ı����ֱ��ӡˢ��Ϳ�����^���������������������I��ďV�����á�Ŀǰ���˽�Q�@һ���}���о��ˆT�_�l���ɱ�����Ԅ�������LM��/�{���w���M�ɵ�LMīˮ��������ճ���ڴ���������ϣ��Ķ����F��LM��ӮaƷ�Ķ����c���ӻ���ͬ�rԓ�����O�������LMīˮ���m���Ժ����aЧ�ʣ����яV�����������ܴ���������ӵĸ����I��
����Ҫע����ǣ�扻�LM�ڴ��h���±�����a��һ�����ܵIJ�����һ���Cе���ȵ�����Ĥ���s3~10 nm��������Ĥ�����ϸ����ı�����Ԅ�����ʹ扻�LMīˮҺ�α���������Ķ�ʹīˮ�^�������˫@�Ì��·����횴�������Ĥʹ�Ȳ���LM�������ںϣ��Ķ��������ͨ·��Ŀǰ�о��ˆT��Ҫͨ�^�Cе���Y�������D������������Y���ԟ��Y�ȷ����Ƃ�LMīˮ����·���Ɖ��������⚤�����������������R���T��������Cе���Y�^�̵IJ��������^�͡�LM�^�ߵ�������ʹ�������c��������������|���¾�·��·���D�����Է��b�ӿ��܌���LMй¶���y�Ԍ��F�ֲڼ����s���棨�珝�������۵ȱ��棩�ęCе���Y��������Y�m�ܸ��������Ć��}������ɱ��^�������ڹ�ķ����ɢ�䣬���s����D���İ��ۡ��սǺͿ�϶�ȅ^��o���@�������������F���ͨ·���ҁ��Լ�����������ܕ������Ի�����ɟ��ƉďĶ�ʹ�������׃�β��p�ġ��ԟ��Y������Ҫ��������Û��ë��������ľۺ������Û���Ɖ�����Ĥ���mȻ�䱣�o�����Ի�����Ҫ�L�r�g��ˮ���l�^�̣����ؽ���������Ч�ʡ��C��������Ŀǰ����ğ��YLM���īˮ�ķ����Դ��ڸ��Եľ����ԣ�����һ�N�������ٱ�������������Y���s����Y��LMīˮ�D���ķ����������������������Ҫ��Ӱ푡�
 ���ڣ������I���I��W�����ڣ��R�ǽ��ڈF����һ�N���o�����Y���ԣ�ԓ���Բ��H���Ա���LM�·��ԭʼ�ΑB�����ҿ����ڸ��N���s������ò���r���ϟ��Y�·��ͨ�^ԓ�������F�����Բ�����LM�·�ğ��Y������C��ԓ�����ژ�������������������������Ŀ����ԡ����������ˮ����������ݔ���|�����F���c���ײ����g�ӽ��|���h�̟��Y���O��ر��o��LM�·���ܙCе�p����ԓ���������ڞ鲻ͬ�����µ�LM�·�����ṩ���g;������D1��ʾ�����P�ɹ��ԡ�Ultrasonic-Enabled
Nondestructive and Substrate-Independent Liquid Metal Ink
Sintering���l���ڡ�Advanced Science���ڿ� �ϡ�
���ڣ������I���I��W�����ڣ��R�ǽ��ڈF����һ�N���o�����Y���ԣ�ԓ���Բ��H���Ա���LM�·��ԭʼ�ΑB�����ҿ����ڸ��N���s������ò���r���ϟ��Y�·��ͨ�^ԓ�������F�����Բ�����LM�·�ğ��Y������C��ԓ�����ژ�������������������������Ŀ����ԡ����������ˮ����������ݔ���|�����F���c���ײ����g�ӽ��|���h�̟��Y���O��ر��o��LM�·���ܙCе�p����ԓ���������ڞ鲻ͬ�����µ�LM�·�����ṩ���g;������D1��ʾ�����P�ɹ��ԡ�Ultrasonic-Enabled
Nondestructive and Substrate-Independent Liquid Metal Ink
Sintering���l���ڡ�Advanced Science���ڿ� �ϡ�
ͨ�^�{�������ʡ��r�g��λ�õȅ����������Y�ֶο�����Ӳ�|��Al2O3�����ϴ���LM�w��ͬ�r������늾�·����D2��ʾ��ͨ�^��PDMS��Al2O3�Y����ʩ�ӳ��ķ����������YҲ�������ژ�������Һ�B���ٵ������·����������D3-5��ʾ��ͬ�r���F꠳ɆTʹ����ͶӰ���w��̼��g��nanoArch P150��Ħ�����ܣ��Ƃ��˲�ͬ�Ę�֬ģ�ͣ�ͨ�^��ģ�����OӋ�ϲ���Ϳ��īˮ�ķ������F�����S�����Ϗ��s��·�Ę�����������;��Мϲۡ����Ĵֲڱ����ϣ��Cе�D��һ��ֶ�������o�����|��Һ�B����īˮ���o��ʹ����Y�������t�������@�����}���������ڽ��|�Ђ�������KʹLM�w�����ѣ��@һ����ʹ�����Y�������ڏ��s�����Ϙ������ͬ�Č�늈D������D6-7��ʾ��

ԭ��朽ӣ�
https://doi.org/10.1002/advs.202301292
����Ҫע����ǣ�扻�LM�ڴ��h���±�����a��һ�����ܵIJ�����һ���Cе���ȵ�����Ĥ���s3~10 nm��������Ĥ�����ϸ����ı�����Ԅ�����ʹ扻�LMīˮҺ�α���������Ķ�ʹīˮ�^�������˫@�Ì��·����횴�������Ĥʹ�Ȳ���LM�������ںϣ��Ķ��������ͨ·��Ŀǰ�о��ˆT��Ҫͨ�^�Cе���Y�������D������������Y���ԟ��Y�ȷ����Ƃ�LMīˮ����·���Ɖ��������⚤�����������������R���T��������Cе���Y�^�̵IJ��������^�͡�LM�^�ߵ�������ʹ�������c��������������|���¾�·��·���D�����Է��b�ӿ��܌���LMй¶���y�Ԍ��F�ֲڼ����s���棨�珝�������۵ȱ��棩�ęCе���Y��������Y�m�ܸ��������Ć��}������ɱ��^�������ڹ�ķ����ɢ�䣬���s����D���İ��ۡ��սǺͿ�϶�ȅ^��o���@�������������F���ͨ·���ҁ��Լ�����������ܕ������Ի�����ɟ��ƉďĶ�ʹ�������׃�β��p�ġ��ԟ��Y������Ҫ��������Û��ë��������ľۺ������Û���Ɖ�����Ĥ���mȻ�䱣�o�����Ի�����Ҫ�L�r�g��ˮ���l�^�̣����ؽ���������Ч�ʡ��C��������Ŀǰ����ğ��YLM���īˮ�ķ����Դ��ڸ��Եľ����ԣ�����һ�N�������ٱ�������������Y���s����Y��LMīˮ�D���ķ����������������������Ҫ��Ӱ푡�
�D1. LMīˮ���Ƃ�����ʾ��D���Լ�LMīˮ�·�ڸ��N�����ϵij����Y�������ڶ�N���È������������Ժ�ӡˢ��ӮaƷ��
ͨ�^�{�������ʡ��r�g��λ�õȅ����������Y�ֶο�����Ӳ�|��Al2O3�����ϴ���LM�w��ͬ�r������늾�·����D2��ʾ��ͨ�^��PDMS��Al2O3�Y����ʩ�ӳ��ķ����������YҲ�������ژ�������Һ�B���ٵ������·����������D3-5��ʾ��ͬ�r���F꠳ɆTʹ����ͶӰ���w��̼��g��nanoArch P150��Ħ�����ܣ��Ƃ��˲�ͬ�Ę�֬ģ�ͣ�ͨ�^��ģ�����OӋ�ϲ���Ϳ��īˮ�ķ������F�����S�����Ϗ��s��·�Ę�����������;��Мϲۡ����Ĵֲڱ����ϣ��Cе�D��һ��ֶ�������o�����|��Һ�B����īˮ���o��ʹ����Y�������t�������@�����}���������ڽ��|�Ђ�������KʹLM�w�����ѣ��@һ����ʹ�����Y�������ڏ��s�����Ϙ������ͬ�Č�늈D������D6-7��ʾ��
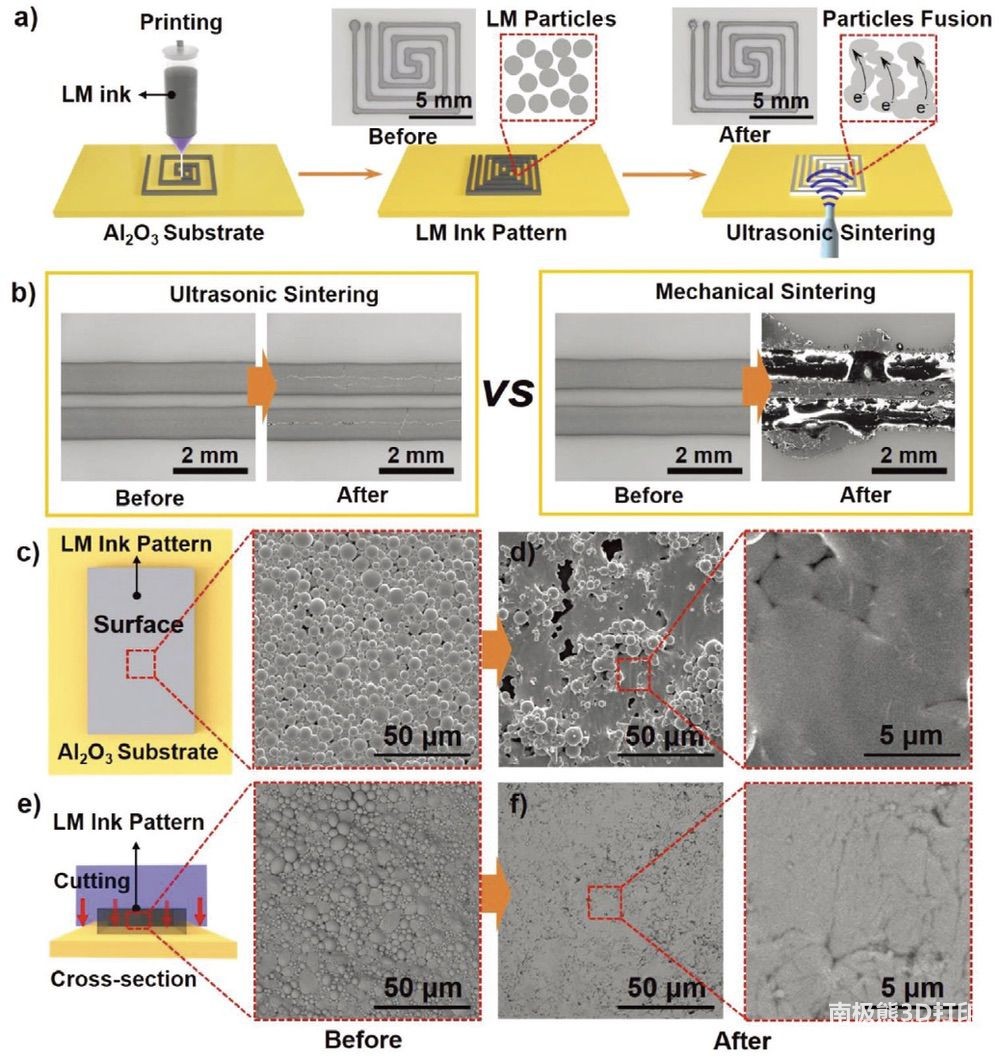
�D2. �ڄ���Al2O3���ϳ����Y LM īˮ�D����a)
LMīˮ�D������ӡˢLMīˮ�ij����Y��ˇ������b) �����Y�͙Cе���Y̎����LMīˮ�D���ı��^��c)
LMīˮ�D������SEM�^��ʾ��D�Լ������YǰLMīˮ����SEM�D��d) �����Y��LMīˮ�����SEM�D��e)
LM��ī�D���M�����SEM�^��ʾ��D�ͳ����YǰLMīˮ�ęM����SEM�^��ʾ��D��LMīˮ�·��-80��C���5��犺��Дࡣf)
�����Y��LMīˮ�M����SEM�D��
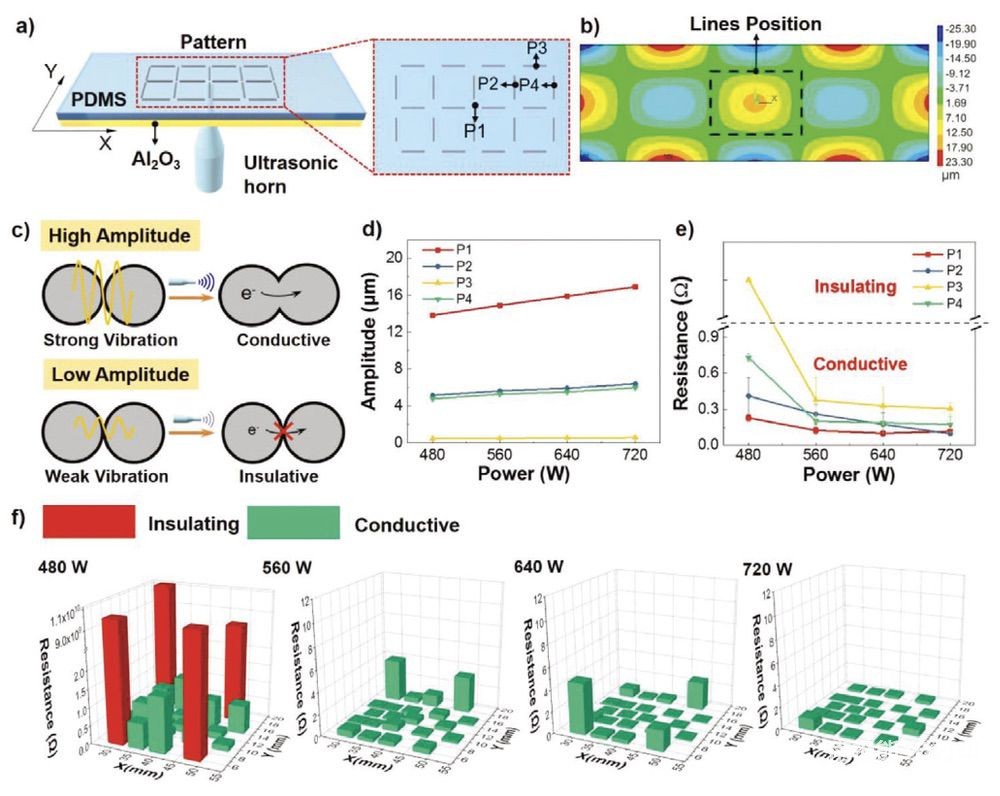
�D3. ���Ի����� LM īˮ��·�����Y���о���a) ��������ӡ�� PDMS ���ϵ�
LM īˮ�D���ij����Y��b) ��������ӷ��ȷֲ���Ansys���档c) LM�w���ڵ�����������������³����Y��ʾ��D��d) Ansys
����Y���� P1-P4 �ϵ������e) ���^��ͬ��������̎����P1-P4��LMīˮ��·����裨�`��l��SD��n = 3����f)
��ͬLMīˮ��·����ͬ��������̎����������Da)��ʾ�����^λ��Al2O3������ġ��Gɫ�����팧늾����tɫ����^������
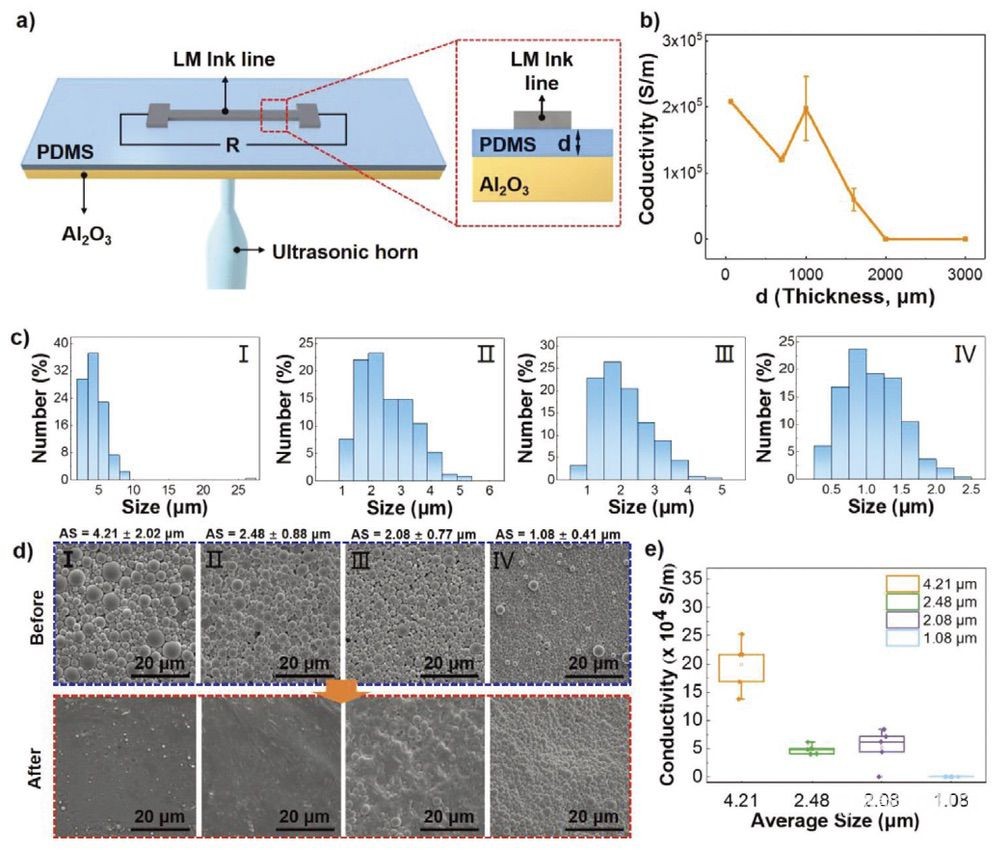
�D4. ���Y���������Ի�����LMīˮ�·�����YЧ����Ӱ푡�a) LM īˮ�� PDMS
�����ϳ����Y��ʾ��D��b) �����Y��ͬ���PDMS������LMīˮ��늌��ʣ��`���SD��n = 5����c) LM
īˮ�w���ijߴ�ֲ���ͨ�^��̎�� (I) 30 �롢(II) 1 ��犡�(III) 5 ��犡�(IV) 10 ��犁��Ƃ�īˮ��d)
�����Y��720 W��2 s��ǰ��LMīˮ�w����SEM�D��I �� IV �M�� ƽ�������քe�� 4.21 �� 2.02��2.48 ��
0.88��2.08 �� 0.77 �� 1.08 �� 0.41 ��m (n = 200)��e) �����Y���ĽMLMīˮ����늌��ʣ��`���SD��n
= 5����
�D5. ���������������� LM īˮ�·�ij����Y��a)
�����Y�o���������LM�·�������������������b) LM ���ԑ�׃�������ĈDƬ��c) ��׃������푑���ͬ���쑪׃��������衣d)
��׃�����������쑪׃��1000��ѭ�h���������푑�������������쑪׃��30%��e) �ʂ�õ� LM �����������DƬ��f)
�����������ڼ��d��ͬ�����r���������푑���g) ��������������ָ�S�C�����µ��������푑���
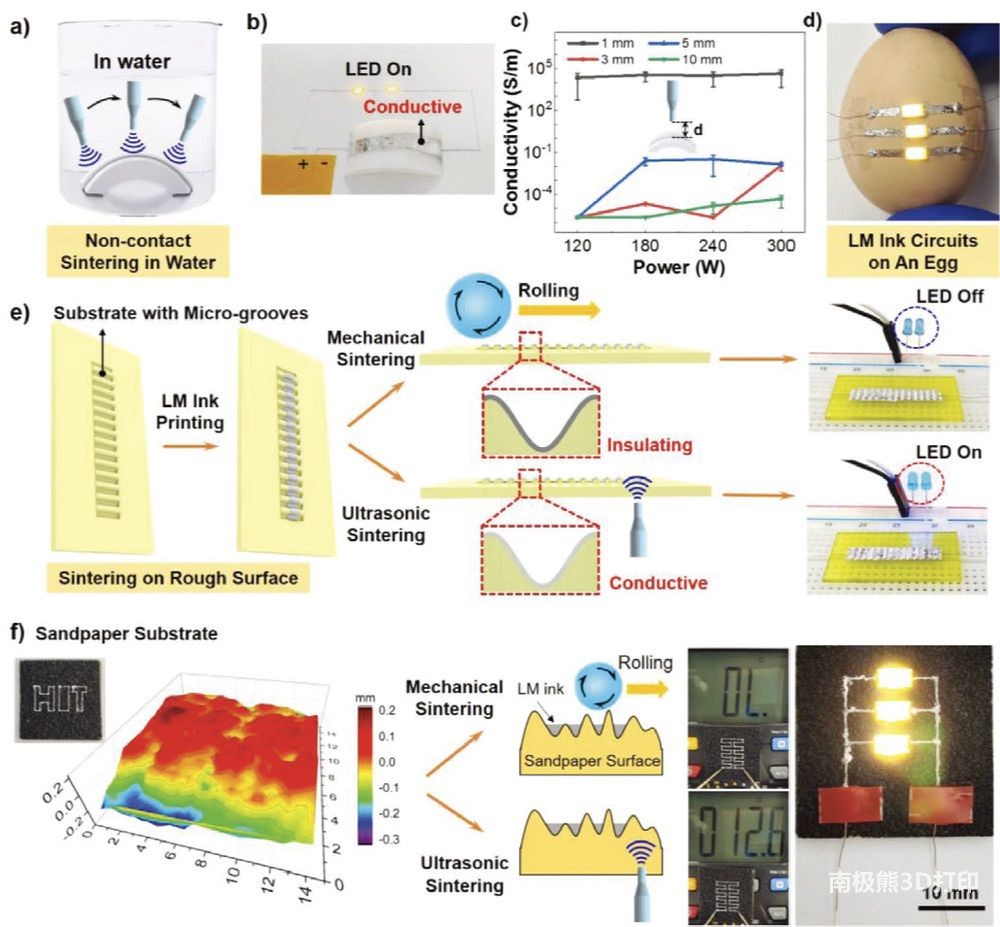
�D6. ��ˮ�ºʹֲ�/���������ό� LM īˮ�·�M�г����Y��a)
������ˮ�³����Y�^�̺� LM īˮ�·�Č���ԡ�b) LM īˮ�·����Ե� LED
�·��Ƭ��LM��ī�·ӡˢ�ڈA��Θ�Ʒ���ϣ����B��LED��ֱ���Դ���@��LED�����C��LM��ī�џ��Y��c)
��ͬ�������ʺ͟��Y���x��d����ˮ���Y�·��늌��ʣ��`��l��SD��n = 5����d) LM īˮ�·Ϳ���u���ϡ�īˮ��ˮ�³����Y��LED
����e)
�����۵Ĵֲڱ��泬���Yʾ��D�������Y��LED�������Cе���Y�Ƃ���·LED�o��������f��ͨ�^�����Y�����ɰ������݆����ɰ���ϵČ��LM��ī����ɰ����ƽ���ֲڶ�(Sa)��71.7
��m��
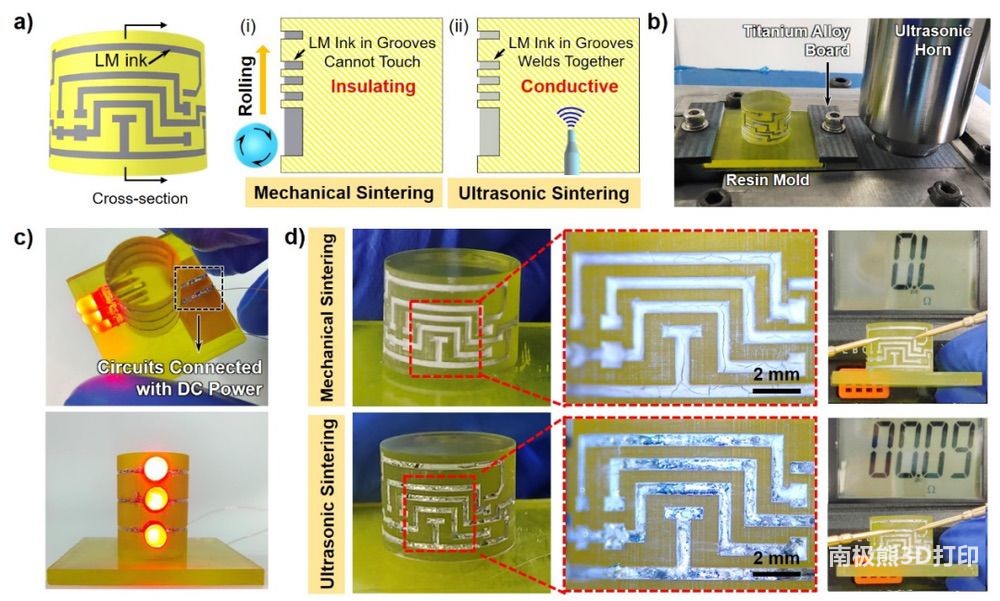
�D7. 3D��ӡ�Y�����ϵij����Y��a) ��֬ģ���ϙCе���Y(i)�ͳ����Y(ii)�Č���ʾ��D��b) ʩ�ӳ��b�ÈD��c) ����LED����Һ�B����īˮ�·��d) ���s�����ϳ����Yǰ���Һ�B����īˮ�D����
ԭ��朽ӣ�
https://doi.org/10.1002/advs.202301292
(؟�ξ���admin)

��һƪ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p���������ܻ��Ľ^���x��
��һƪ����Biofabrication����Դ��GelMAīˮ����ӡ�[�������
��һƪ����Biofabrication����Դ��GelMAīˮ����ӡ�[�������
 늟���� (��ETF)���g��
늟���� (��ETF)���g�� Backflip�Ƴ�����3D������
Backflip�Ƴ�����3D������ ����������܇����3D
����������܇����3D ����Science�ӿ�������3D
����Science�ӿ�������3D VERIGRAFT�@��120�f�WԪEu
VERIGRAFT�@��120�f�WԪEu �����~�s��W��Biofabrica
�����~�s��W��Biofabrica������
- ��늟���� (��ETF)���g�Ƃ�3D�Y����
- ��Backflip�Ƴ�����3D������STL�ļ��D�Q
- ������������܇����3D��ӡ���g����
- ������Science�ӿ�������3D��ӡ��ͻ�ƣ�
- ��VERIGRAFT�@��120�f�WԪEurostars�Y��
- �������~�s��W��Biofabrication�����p��
- ����������W�c�M�����3D��ӡ���g����
- ��3D��ӡ����乤ˇ��50��ز��Ľ�
- ����AFM����3D��ӡPVA�p�ؾW�j�x�ӌ�늏�
- ��K-Tigͨ�^IPO�I��1000�f��Ԫ�Y�𣬌���
 ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�������� ��Science����һ
��Science����һ ���a��ߴ��մ�3D
���a��ߴ��մ�3D �Ͼ����I��W����
�Ͼ����I��W�������c����
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- �����a��ߴ��մ�3D��ӡ�C�������մɳ�
- ����ߵ��ˇ�g��3D��ӡ���g������J֪
- �������ֹ������p����3D��ӡ���g���ٶ�
- �����¼��g��̼�w�S3D��ӡ����һ����


