3D��ӡ���g��ˎ���Ƅ��еđ��ú�����
�r�g��2019-04-28 15:02 ��Դ���ϘO�� ���ߣ��Ї�3D��ӡ�W ��x����
3D��ӡ��three-dimensional printing��3DP����ͨ�^��������ģ�͌ӌӯB�ӣ����Ӵ�ӡ����3D�aƷ�ļ��g��3D��ӡҲ���Q�������ٳ��͡���rapid forming���������w���ɳ��͡���solid free forming���͡��������족��additive manufacturing������푑��˜��g�Z��Ҫ�������Cе���̎��f�����á��������족�������x�g�Z�������ǡ�3D��ӡ�����oՓ�ǡ��������족߀�ǡ�3D ��ӡ�����P�I�ą^�e������K�aƷ����ԭ���ϵ��B�m�B�ӣ��������O��Ͳ��ώ��Π��Ӱ푡�3D��ӡ���g�����^�ߵ��`���ԣ����x�ò�ͬ���ܵIJ��ϣ������ϡ����١�ʯ�ࡢ�ۺ���ͺϲ����������w���������^�����OӋ�����ƴ�ӡ�^���еĹ�ˇ�����cϵ�y�������Ķ��Ƃ�����и��N���Π���ܵ����S�aƷ������ʮ�꣬ 3D��ӡ���g�lչʮ��Ѹ�٣��ں��캽�ա��Cе���졢�������̼������t�W���̵��I����õ��ˌ��H���á�Ȼ����������ˎ�I����̎�����A�Ρ���20���o90��������ԁ����ܶ��о��C��һֱ���M�Ќ�3D��ӡˎ���f���b�ã�drug delivery device��DDD����ˎ���Ƅ��Б��õ��о���ֱ��2015��7�£�ȫ������3D��ӡ���g�аl�Ƃ����������̹����Ƭ����Ʒ����Spritam®���@������FDA�������У��Ķ�ʹ3D��ӡ���g��ˎ���Ƅ��I��@���˘O����Pע��Ҳ���l�ˇ�����ƌW����һ݆���о��ᳱ�����Č�����푪���^��� 3D��ӡ���g������ˎ���Ƅ��еđ����M�оC����
1 3D��ӡ���g�ķ��
3D��ӡ�ĺ���˼��������Դ19���oĩ������������ֱ��20���o80������ڲ������r�Σ�1986��������Charles Hull�������w��̻����ͼ��g��SLA���l���˵�һ�_3D��ӡ�C���� �� �� �� �� �� �c ԇ � �f ����American Society for Testing and Materials��ASTM�����H�˜ʽM��F42�������켼�gί�T����ASTM International Technical Committee F42 on Additive Manufacturing Technologies���ķ���������켼�g��7�N����ˇ�����1��ʾ��
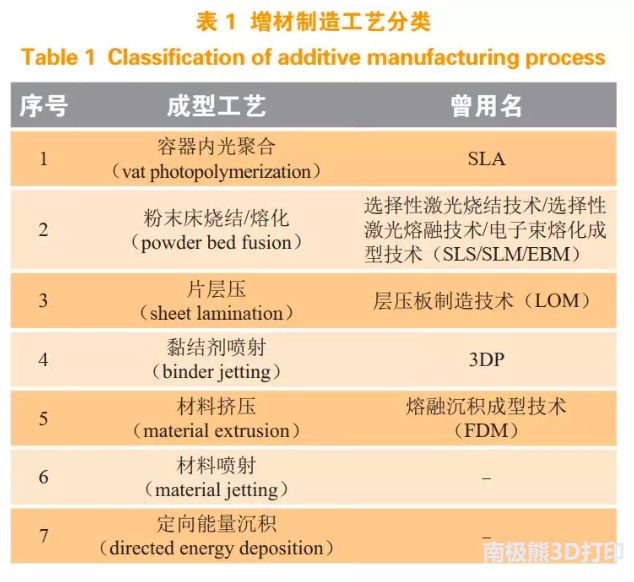
������ˎ���Ƅ��I�����Ҫ3D��ӡ���g�������Y�����似�g�����ϔD�����g��SLA��
1.1 �Y�����似�g
�Y�����似�g�������Ƅ����a����Ҫ3D��ӡ���g�������Y��������3D��ӡ�C��D1��ʾ����ԓʾ��D�У�������䁷�݁����ĩ�������ڴ�ӡ�C�����_�ϣ���ӡ�^���O���õ�·���£��Ծ��_���ٶȌ������Y������ˎ���Һ�·��䵽��ĩ���ϡ�Ȼ�����_�½�һ�����x����䁞���ĩ���μ�Һ�w����˷��ͣ����ա������졢���ӯB�ӡ���ԭ���Ƃ������aƷ����ӡ�^����δ�Y�ϵķ�ĩ������ӡ�aƷ��֧�β��ϣ���ӡ�C�ȵ�Һ�w�Ƅ����ԃH�����Y������ĩ���ɺ��л���ˎ��ɷ֣�API���������x�΄���Ҳ���Ԍ�API ������Һ��{���w���Ҹ�Һ���䵽��ĩ���ϡ�
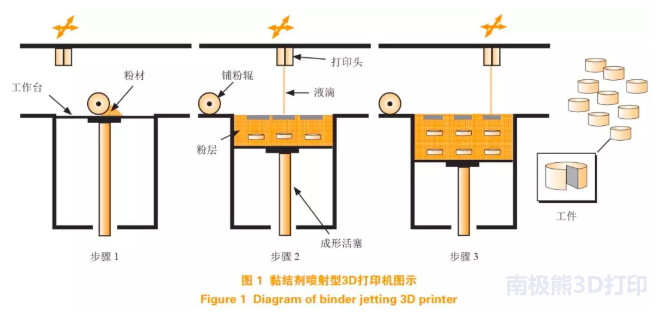
ԓ���g��ˇ�����У����{���ą�����Ҫ��������ӡҺ�����ٺ�Һ��ֱ�������^�Ƅ��ٶȣ������c��ĩ���ľ��x����ĩ䁌Ӻ�ȣ���Ϳ�ĴΔ����ǶȺ�λ�ã����g��;��g�࣬�Լ���ӡ�ϵ���ȡ�ͨ�^���@Щ�������{�����ɫ@�������Ƅ����^�Y�����ԡ��dˎ���Եȡ��Y�����似�g�Ĺ̻��C���c�������C����ͬ�����w��֮�g�γɻ����Y���Ĺ��w���ͨ�^�ܽ���ؽY�����γ��w����ͬ���y�������gһ�ӣ�ʹ���Y�����似�g�r�܄����x��ͷ�ĩ�����|���������API�ľ��ͮa��Ӱ푡������c���y�Ƅ����a��ʹ�õ��������g���T������֮̎���Y�����似�g�ЏV�����x��ԭ�o�ϷN�����ˎ���Ƅ��еđ���ǰ���V韡�
1.2 ���ϔD�����g
���ϔD�����g��ȫ������V��ʹ�õ�3D��ӡ���g��ˎ���Ƅ��I��ԓ���g���Pע��Ҳ�������L���ڴ�ӡ�^���У����ϏęC������D�����c��Ҫ��ĩ�����Y�����似�g��ͬ�����ϔD�����g�������κλ������M�д�ӡ�����ǣ�����ȱ�ٷ�ĩ�����D�������wͨ����Ҫ�^���֧�β��ϡ����N���ӵIJ��϶����Ա����ڲ��ϔD�����g���������ھۺ���{�ϡ��z�w�Ҹ�Һ�����z����������w���ϡ�
���ϔD�����g���Ҋ����FDM��FDM��ͨ�^�џ����Բ��ϼӟᵽ�R���B��ʹ��ʬF�����w��B��Ȼ���^����ܛ�����������OӋ�õ�܉�E�\�ӣ��������Ӡ�B�IJ��ϔD������������˲�r���̣��ӌӴ�ӡ������ĮaƷ���c�����D��ϵ�yʹ��Һ�w�����w�����M�д�ӡ��ͬ���ǣ�FDMϵ�yʹ�ù��w�ۺ�����ϣ������ӵ��ӟ�ć��^���M�����ڴ�ӡ��FDM��Ҫ��ˇ������������ֱ�������^�ضȡ�����ٶȡ��D���ٶȡ��Ӻ�ȡ��h���ضȡ����t�r�g�ȡ�
�������Y�����似�g��FDM�������D��ϵ�y���и����ε��O����`��ĮaƷ�OӋ�����������nj��ڏ��sˎ���Ƅ����OӋ��ȱ�c������ӡ�^����Ҫ�ӟᣬ��Ҫ��ӡ֧�β��Ϻ��^���Ĵ�ӡ�ٶȣ�����ͨ���D�����ϱȇ�����ϸ������@�����Ӵ�ӡ�^���І��Ӻ�ֹͣ��ӡ���w��������ĕr�g���M�ܲ��ϔD�����g���о����ԣ���ԓ���g�������`��ѱ��_ʼ����ˎ���Ƅ��aƷ���_�l��
1.3 ���w��̻����ͼ��g
SLA�������̘I��ʹ�õ�3D��ӡ���g֮һ��SLA���͙C��Ӣ��ȫ�Q��stereo lithography apparatus����ֱ�g�顰���wƽ��ӡˢ�O�䡱���҇�ͨ���Q֮�����w��̻����͙C�����nj��F�����ȹ�ۺϹ�ˇ��һ����������b�䡣SLA����ԭ���ʹ�����⣨UV���������ͨ�^�����b�ÿ��ƵĒ����������OӋ�Ē���·�����䵽Һ�B�������ϱ��棬ʹ�����ض��^��ȵ�һ�Ӳ��Ϲ̻��������_�½�һ�����x���̻����ϸ��w��һ��Һ�B�������ϣ����M�еڶ��Ӓ��裬�ڶ��̻����ι̵��Y��ǰһ�̻����ϣ��@��һ�ӌӯB�Ӷ������S�aƷ��SLA���g��Ҫ���Ƶ���Ҫ�����ǹ̻��ӵĺ�ȣ�����Ҫȡ�Q�ڹ�����������¶�Ĺ����������⣬�������ϵ��x��Ҳ�����P��Ҫ�ģ����ܝM�������������r�Ŀ��ٹ̻���
SLA���g�ѳɹ������ڽM������ [19] �Ͷ������ֲ�����ԭ��������SLA��ӡ�ĸ߾��Ⱥ߷ֱ���ʹ��ɞ��Ƃ���Џ��s�Ȳ��Y����ˎ���f��ϵ�y�����������ķ��� [21]����ˎ���Ƅ��I��SLA�ѽ����о���������Ƥ�N�����h��Ƭ����ᘵȣ�ʹ�õĻ��A���Ϟ���Ҷ�������ϩ������PEGDA����
Ȼ���� SLAҲ��һ���ľ����ԣ���K������ˎƷ�����I���ʹ�á����ȣ�����ˎ���Ƅ��е�ʹ���ܵ����������Թ�ۺϲ��ϵ����ơ���Σ�SLA��Ҫʹ�Æ�һ���ϴ�ӡ�����y��������ʹ�ö�N���ϵ��Ƅ���������s�dˎ�Y���Ƅ���������܉�������и���ˎ���d�����ˎϵ�y��ԭ��ˎ��횳���ܽ��ھۺ����У����F���о��������ܽ��ڹ�ۺ����е�ˎ���d���H��1%~5.9%�����@������SLA�ڸ��dˎ�ˎϵ�y�еđ��á������о��@ʾ��SLA���Ԍ��F���о������w���ľۺ���dˎ���_ 53%���Ĵ�ӡ���Ķ���Q�dˎ���͵Ć��}��
2 3D��ӡ���g��ˎ���Ƅ��еđ���
��ʡ�����WԺSachs������1998����Ո��ȫ���ׂ�3D��ӡ���g������ԓ���������Ҫ��������܇�������a�ȷ��棬�����u�����t�ü��w���M�����̲��ϡ��t����е�c�ˎϵ�y��2013����ǰ��ÿ��l���Ļ���3D��ӡ���g���ˎϵ�y���PSCIՓ�IJ���20ƪ��Ȼ�������˂��J��3D��ӡ���g����ˎ���аl�������A�Εr������FDA��������ȫ���ׂ�����3D��ӡ���g����ˎ����ˣ����g�İlչ�ٶ������������ϡ���ˎ���Ƅ��I��ԓ���g���п��g�ֲ����_��ጷž��ʡ�ˎ����ɿصȃ��ݣ����a�˂��y��ˎ���g�IJ��㣬�lչǰ���O��V韡��������c��3D��ӡ���g�ڎN��Ҋ���ͣ���Ƭ����ֲ�넩��Ƥ�oˎ�Ƅ��еđ����M�и�����
2.1 Ƭ��
�о��ˆT����ʹ���Y�����似�g�M��3D��ӡƬ�����_�l������Katstra��ʹ���Y�����似�g��ͨ�^�{���Y����ۺ����ȣ��@�����c���y���칤ˇӲ�Ⱥʹ�����ஔ��Ƭ����Ȼ���������ʹ�Â��y��Ƭ��ˇ�Ƃ��Ƭ����ʹ���Y������3D��ӡ���g�Ƃ��Ƭ��ͨ���������ɶ���Ҹ����顣
Aprecia��˾����ُ��ʡ�����WԺ3Dˎ���ӡ���g���_�l������ ZipDose�ļ��gƽ�_������3D��ӡ��ģʽ�ӌ��Ƃ�Spritam®Ƭ����Ҏ�����250��500��750 ��1000 mg��ԓ�Ƅ��Ȳ��ʶ�נ�ȱ���e�����Ƅ����渲�w���Hˮ���|������һ��Һ�w���Õr��Spritam® �ڿ�ǻ��ƽ������r�g��11s��������2~27s�����a�������ʵ�С�w����ͨ�^�����^��Spritam® ����Ƭ��ˮ�еĔUɢ�̶�Ҫ���@���ڂ��yƬ����������ˮ��4s����ȫ��ɢ������ڂ��yˎƷ�� Spritam® ��ݾ�������ͯ�����˻��о����ϵK���������y�Ļ��߸��õط�ˎ�����⣬���dˎ���ߣ����o���٣���ԓ���g����һ����Ҫ���c��
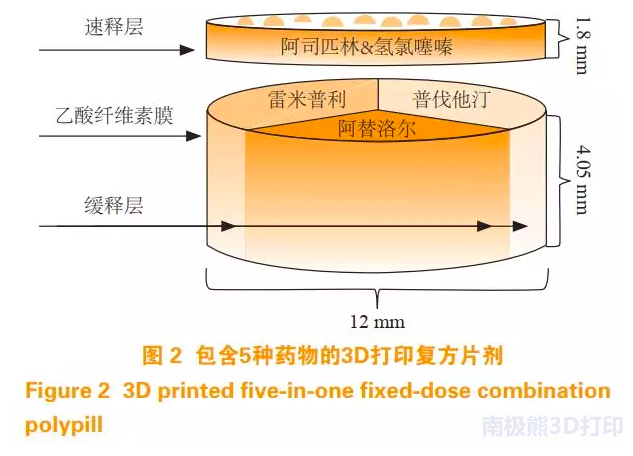
�S��3D��ӡ���g�IJ���lչ�����ھ�����Ƅ��Ƃ��ϵă���Խ�lͻ��������ϭ�� [33] ʹ�ÔD��ʽ3D��ӡ���g��ӡ�˲�ͬ�Π�İ�˾ƥ���p��Ƭ��������ጌӰ��Ͼ�ጌӵİ��ϴ�ӡ�p��Ƭ����ጌ����⾏ጌ��ڃȵ�ͬ�ĈA���w��ӡƬ���Լ���ጌ��ڃȾ�ጌ������ͬ�ĈA���w��ӡ�p��Ƭ����3D��ӡ��˾ƥ���p��Ƭ�c���y��Ƭ�C���Ƶİ�˾ƥ���p��Ƭ�M�бȌ������Ƅ���ʼ������ጌӿ���ጷţ���ӡ�p��Ƭ�ij�ʼጷűȂ��y�p��Ƭ���죬����Kጷ������@���ډ�Ƭ�p��Ƭ������3D��ӡ�C��ӡ�IJ�ͬ�Π��Ƭ�����в�ͬ��ጷ�����������ͨ�^�����OӋ��ӡƬ�Y�������ԫ@������ˎ��ጷ��О��Ƭ����Khaled��ʹ�ÔD��ʽ3D��ӡ���g�Ƃ��˺�5�Nˎ��ďͷ�Ƭ����Ҋ�D 2����������Ѫ�ܼ������ί���ԓ�Ƅ����� 2 �N������ጷřC�ƣ����а�˾ƥ�ֺ͚�����ພ���ጲ��֣��շ������������堖�����������龏ጲ��֡��Ƃ乤ˇ�錢��ͬԭ�o���M�д��䣬�Ƃ���m�˔D����ܛ�ģ����ò��ϔD��ʽ3D��ӡ�C����Ӌ��CCADģ���OӋ�ĽY����ʹ���ض��ć��^�D����ͬ�M�ֵ�ܛ�ģ�Ȼ��ӡ��Ƭ�����ں����и���̻������������Ƅ��aƷ���w��ጷ�ԇ������ԓ�Ƅ��܉�ͬ�r�M��5�Nˎ���ጷţ��Ҍ��Y������ˎ���c�o��֮�g�o���@����á�ԓͷ�Ƭ�����о����������Ԍ���ˎ�������ˎ����M�ϳɏ��s�Ƅ��Ķ����a���Ի�ˎƬ����Qˎ�ﲻ���ݵĆ��}��������߷�ˎ��협��ԡ�
Justyna �Ȳ��� FDM �����˝����������Ƭ�����ȣ�������ϩ����PVA���z���ڝ��������״���Һ�н��� 24h��ʹ�����dˎ��Ȼ���������и��������أ�ͨ�^Ӌ��Cܛ���OӋƬ����ӡ�������{��Ƭ�����S�ߴ�ȅ��������ɴ�ӡ�õ���ͬҎ��2 ~ 10 mg���ĝ����������Ƭ������ FDM �Ƃ�Ƭ���r����Ҏ�Ľz�Ľ���ʽ���������dˎ���͵Ć��}��Pietrzak �������ͨ�^���۔D�����g��HME���� FDM ���ʹ�ô�ӡƬ���IJ��ԣ�ʹ�䌍�F���dˎ������ጻ��Ŀ�ˣ���ʹ��ԓ���g�Ƃ��˲�A���Ƭ���о��У�����ʹ�� HME ����A�ͱ�ϩ���֬��Eudragit RL����������������ڼӹ����d�в�A�Ľz�ģ�����Ӌ��Cܛ���OӋ�M���ߴ���z����Ƭ����ʹ�� FDM 3D��ӡ�C���d�в�A�Ľz�ĸ����OӋ�ĈD�δ�ӡ��Ƭ����3D��ӡƬ���� SEM �D���@ʾƬ���� 200 ��m �ı������Ӵ�ӡ���ɣ�Ҋ�D 3�����dˎ�����_ 50%�����҃Hͨ�^�{��Ӌ��Cģ���OӋ�����Ƶò�ͬҎ��С�IJ�A���Ƭ��Ҋ�D 4�����c���� 3D��ӡ������ȣ����û��� HME ���g�Ƃ�Ľz������ FDM 3D ��ӡ�C����ʼ���Ͼ����dˎ���ߡ����ڴ惦���T�����c��
Wang�Ȳ������w��̻����ͼ��g��PEGDA����w�����ϳɾۺ����С���ӻ�����������p (2��4��6-������������) �����מ�����l�����քe�� 4-����ˮ����͌����������Ӟ�ģ��ˎ����Ӿ��Ҷ�����PEG��300 ����ӡҺ�У��Ƃ�������ض��ˎ�О�ġ�����Ȧ���Π�ľ��Ƭ��Ҋ�D 5�� [23]������ 4-����ˮ����͌����������ӵ��dˎ���քe�� 5.40%��5.69%��������ӡ�^���У�ˎ���δ�l���κν��⣻����ǰ��FDM 3D��ӡԇ��@ʾ���ڴ�ӡ�^���� 4-����ˮ���ᾏ�Ƭ�����ʸ��_50%���о��C���� SLA �m�����������ˎ���Ƅ����Ƃ䡣
���⣬��ͬ�ڂ��y��Ƭ��ˇ�� 3D��ӡ���g���Ԍ�ˎ��ʴ_��λ��Ƭ�����g���ض���λ�������ܾ��_�ؿ����dˎ���⣬߀����ˎ��ı��o���ã�����ֹ�ж������ˎ�������a�^���Ў����Ąڱ����}��
1 3D��ӡ���g�ķ��
3D��ӡ�ĺ���˼��������Դ19���oĩ������������ֱ��20���o80������ڲ������r�Σ�1986��������Charles Hull�������w��̻����ͼ��g��SLA���l���˵�һ�_3D��ӡ�C���� �� �� �� �� �� �c ԇ � �f ����American Society for Testing and Materials��ASTM�����H�˜ʽM��F42�������켼�gί�T����ASTM International Technical Committee F42 on Additive Manufacturing Technologies���ķ���������켼�g��7�N����ˇ�����1��ʾ��
1.1 �Y�����似�g
�Y�����似�g�������Ƅ����a����Ҫ3D��ӡ���g�������Y��������3D��ӡ�C��D1��ʾ����ԓʾ��D�У�������䁷�݁����ĩ�������ڴ�ӡ�C�����_�ϣ���ӡ�^���O���õ�·���£��Ծ��_���ٶȌ������Y������ˎ���Һ�·��䵽��ĩ���ϡ�Ȼ�����_�½�һ�����x����䁞���ĩ���μ�Һ�w����˷��ͣ����ա������졢���ӯB�ӡ���ԭ���Ƃ������aƷ����ӡ�^����δ�Y�ϵķ�ĩ������ӡ�aƷ��֧�β��ϣ���ӡ�C�ȵ�Һ�w�Ƅ����ԃH�����Y������ĩ���ɺ��л���ˎ��ɷ֣�API���������x�΄���Ҳ���Ԍ�API ������Һ��{���w���Ҹ�Һ���䵽��ĩ���ϡ�
1.2 ���ϔD�����g
���ϔD�����g��ȫ������V��ʹ�õ�3D��ӡ���g��ˎ���Ƅ��I��ԓ���g���Pע��Ҳ�������L���ڴ�ӡ�^���У����ϏęC������D�����c��Ҫ��ĩ�����Y�����似�g��ͬ�����ϔD�����g�������κλ������M�д�ӡ�����ǣ�����ȱ�ٷ�ĩ�����D�������wͨ����Ҫ�^���֧�β��ϡ����N���ӵIJ��϶����Ա����ڲ��ϔD�����g���������ھۺ���{�ϡ��z�w�Ҹ�Һ�����z����������w���ϡ�
���ϔD�����g���Ҋ����FDM��FDM��ͨ�^�џ����Բ��ϼӟᵽ�R���B��ʹ��ʬF�����w��B��Ȼ���^����ܛ�����������OӋ�õ�܉�E�\�ӣ��������Ӡ�B�IJ��ϔD������������˲�r���̣��ӌӴ�ӡ������ĮaƷ���c�����D��ϵ�yʹ��Һ�w�����w�����M�д�ӡ��ͬ���ǣ�FDMϵ�yʹ�ù��w�ۺ�����ϣ������ӵ��ӟ�ć��^���M�����ڴ�ӡ��FDM��Ҫ��ˇ������������ֱ�������^�ضȡ�����ٶȡ��D���ٶȡ��Ӻ�ȡ��h���ضȡ����t�r�g�ȡ�
�������Y�����似�g��FDM�������D��ϵ�y���и����ε��O����`��ĮaƷ�OӋ�����������nj��ڏ��sˎ���Ƅ����OӋ��ȱ�c������ӡ�^����Ҫ�ӟᣬ��Ҫ��ӡ֧�β��Ϻ��^���Ĵ�ӡ�ٶȣ�����ͨ���D�����ϱȇ�����ϸ������@�����Ӵ�ӡ�^���І��Ӻ�ֹͣ��ӡ���w��������ĕr�g���M�ܲ��ϔD�����g���о����ԣ���ԓ���g�������`��ѱ��_ʼ����ˎ���Ƅ��aƷ���_�l��
1.3 ���w��̻����ͼ��g
SLA�������̘I��ʹ�õ�3D��ӡ���g֮һ��SLA���͙C��Ӣ��ȫ�Q��stereo lithography apparatus����ֱ�g�顰���wƽ��ӡˢ�O�䡱���҇�ͨ���Q֮�����w��̻����͙C�����nj��F�����ȹ�ۺϹ�ˇ��һ����������b�䡣SLA����ԭ���ʹ�����⣨UV���������ͨ�^�����b�ÿ��ƵĒ����������OӋ�Ē���·�����䵽Һ�B�������ϱ��棬ʹ�����ض��^��ȵ�һ�Ӳ��Ϲ̻��������_�½�һ�����x���̻����ϸ��w��һ��Һ�B�������ϣ����M�еڶ��Ӓ��裬�ڶ��̻����ι̵��Y��ǰһ�̻����ϣ��@��һ�ӌӯB�Ӷ������S�aƷ��SLA���g��Ҫ���Ƶ���Ҫ�����ǹ̻��ӵĺ�ȣ�����Ҫȡ�Q�ڹ�����������¶�Ĺ����������⣬�������ϵ��x��Ҳ�����P��Ҫ�ģ����ܝM�������������r�Ŀ��ٹ̻���
SLA���g�ѳɹ������ڽM������ [19] �Ͷ������ֲ�����ԭ��������SLA��ӡ�ĸ߾��Ⱥ߷ֱ���ʹ��ɞ��Ƃ���Џ��s�Ȳ��Y����ˎ���f��ϵ�y�����������ķ��� [21]����ˎ���Ƅ��I��SLA�ѽ����о���������Ƥ�N�����h��Ƭ����ᘵȣ�ʹ�õĻ��A���Ϟ���Ҷ�������ϩ������PEGDA����
Ȼ���� SLAҲ��һ���ľ����ԣ���K������ˎƷ�����I���ʹ�á����ȣ�����ˎ���Ƅ��е�ʹ���ܵ����������Թ�ۺϲ��ϵ����ơ���Σ�SLA��Ҫʹ�Æ�һ���ϴ�ӡ�����y��������ʹ�ö�N���ϵ��Ƅ���������s�dˎ�Y���Ƅ���������܉�������и���ˎ���d�����ˎϵ�y��ԭ��ˎ��횳���ܽ��ھۺ����У����F���о��������ܽ��ڹ�ۺ����е�ˎ���d���H��1%~5.9%�����@������SLA�ڸ��dˎ�ˎϵ�y�еđ��á������о��@ʾ��SLA���Ԍ��F���о������w���ľۺ���dˎ���_ 53%���Ĵ�ӡ���Ķ���Q�dˎ���͵Ć��}��
2 3D��ӡ���g��ˎ���Ƅ��еđ���
��ʡ�����WԺSachs������1998����Ո��ȫ���ׂ�3D��ӡ���g������ԓ���������Ҫ��������܇�������a�ȷ��棬�����u�����t�ü��w���M�����̲��ϡ��t����е�c�ˎϵ�y��2013����ǰ��ÿ��l���Ļ���3D��ӡ���g���ˎϵ�y���PSCIՓ�IJ���20ƪ��Ȼ�������˂��J��3D��ӡ���g����ˎ���аl�������A�Εr������FDA��������ȫ���ׂ�����3D��ӡ���g����ˎ����ˣ����g�İlչ�ٶ������������ϡ���ˎ���Ƅ��I��ԓ���g���п��g�ֲ����_��ጷž��ʡ�ˎ����ɿصȃ��ݣ����a�˂��y��ˎ���g�IJ��㣬�lչǰ���O��V韡��������c��3D��ӡ���g�ڎN��Ҋ���ͣ���Ƭ����ֲ�넩��Ƥ�oˎ�Ƅ��еđ����M�и�����
2.1 Ƭ��
�о��ˆT����ʹ���Y�����似�g�M��3D��ӡƬ�����_�l������Katstra��ʹ���Y�����似�g��ͨ�^�{���Y����ۺ����ȣ��@�����c���y���칤ˇӲ�Ⱥʹ�����ஔ��Ƭ����Ȼ���������ʹ�Â��y��Ƭ��ˇ�Ƃ��Ƭ����ʹ���Y������3D��ӡ���g�Ƃ��Ƭ��ͨ���������ɶ���Ҹ����顣
Aprecia��˾����ُ��ʡ�����WԺ3Dˎ���ӡ���g���_�l������ ZipDose�ļ��gƽ�_������3D��ӡ��ģʽ�ӌ��Ƃ�Spritam®Ƭ����Ҏ�����250��500��750 ��1000 mg��ԓ�Ƅ��Ȳ��ʶ�נ�ȱ���e�����Ƅ����渲�w���Hˮ���|������һ��Һ�w���Õr��Spritam® �ڿ�ǻ��ƽ������r�g��11s��������2~27s�����a�������ʵ�С�w����ͨ�^�����^��Spritam® ����Ƭ��ˮ�еĔUɢ�̶�Ҫ���@���ڂ��yƬ����������ˮ��4s����ȫ��ɢ������ڂ��yˎƷ�� Spritam® ��ݾ�������ͯ�����˻��о����ϵK���������y�Ļ��߸��õط�ˎ�����⣬���dˎ���ߣ����o���٣���ԓ���g����һ����Ҫ���c��
Justyna �Ȳ��� FDM �����˝����������Ƭ�����ȣ�������ϩ����PVA���z���ڝ��������״���Һ�н��� 24h��ʹ�����dˎ��Ȼ���������и��������أ�ͨ�^Ӌ��Cܛ���OӋƬ����ӡ�������{��Ƭ�����S�ߴ�ȅ��������ɴ�ӡ�õ���ͬҎ��2 ~ 10 mg���ĝ����������Ƭ������ FDM �Ƃ�Ƭ���r����Ҏ�Ľz�Ľ���ʽ���������dˎ���͵Ć��}��Pietrzak �������ͨ�^���۔D�����g��HME���� FDM ���ʹ�ô�ӡƬ���IJ��ԣ�ʹ�䌍�F���dˎ������ጻ��Ŀ�ˣ���ʹ��ԓ���g�Ƃ��˲�A���Ƭ���о��У�����ʹ�� HME ����A�ͱ�ϩ���֬��Eudragit RL����������������ڼӹ����d�в�A�Ľz�ģ�����Ӌ��Cܛ���OӋ�M���ߴ���z����Ƭ����ʹ�� FDM 3D��ӡ�C���d�в�A�Ľz�ĸ����OӋ�ĈD�δ�ӡ��Ƭ����3D��ӡƬ���� SEM �D���@ʾƬ���� 200 ��m �ı������Ӵ�ӡ���ɣ�Ҋ�D 3�����dˎ�����_ 50%�����҃Hͨ�^�{��Ӌ��Cģ���OӋ�����Ƶò�ͬҎ��С�IJ�A���Ƭ��Ҋ�D 4�����c���� 3D��ӡ������ȣ����û��� HME ���g�Ƃ�Ľz������ FDM 3D ��ӡ�C����ʼ���Ͼ����dˎ���ߡ����ڴ惦���T�����c��
Wang�Ȳ������w��̻����ͼ��g��PEGDA����w�����ϳɾۺ����С���ӻ�����������p (2��4��6-������������) �����מ�����l�����քe�� 4-����ˮ����͌����������Ӟ�ģ��ˎ����Ӿ��Ҷ�����PEG��300 ����ӡҺ�У��Ƃ�������ض��ˎ�О�ġ�����Ȧ���Π�ľ��Ƭ��Ҋ�D 5�� [23]������ 4-����ˮ����͌����������ӵ��dˎ���քe�� 5.40%��5.69%��������ӡ�^���У�ˎ���δ�l���κν��⣻����ǰ��FDM 3D��ӡԇ��@ʾ���ڴ�ӡ�^���� 4-����ˮ���ᾏ�Ƭ�����ʸ��_50%���о��C���� SLA �m�����������ˎ���Ƅ����Ƃ䡣
���⣬��ͬ�ڂ��y��Ƭ��ˇ�� 3D��ӡ���g���Ԍ�ˎ��ʴ_��λ��Ƭ�����g���ض���λ�������ܾ��_�ؿ����dˎ���⣬߀����ˎ��ı��o���ã�����ֹ�ж������ˎ�������a�^���Ў����Ąڱ����}��
(؟�ξ���admin)

��һƪ���p���������Ի����졭����ϵ�y������GKN ���е�3D��ӡ����
��һƪ���������m���W���x���Լ����ۻ��^�̜ضȈ�Ч������
��һƪ���������m���W���x���Լ����ۻ��^�̜ضȈ�Ч������
 δ����3D��ӡ���鹩��朎�
δ����3D��ӡ���鹩��朎� �x�^�����ۻ�SLM�^���д�
�x�^�����ۻ�SLM�^���д� 3D��ӡ�ᳱ���^���²�����
3D��ӡ�ᳱ���^���²����� ��؛��3D��ӡ��һ������
��؛��3D��ӡ��һ������ 3D��ӡ�C������ڭh�����}
3D��ӡ�C������ڭh�����} 3D��ӡ�鹩��朎������벻
3D��ӡ�鹩��朎������벻������
- ��δ����3D��ӡ���鹩��朎�����Щ��׃��
- ���x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w��
- ��3D��ӡ�ᳱ���^���²�����ΰlչ��
- ����؛��3D��ӡ��һ������܇�аl�c���a
- ��3D��ӡ�C������ڭh�����}�ϰ�������Ҫ
- ��3D��ӡ�鹩��朎������벻���ĸ�׃
- �����3D��ӡ���ͼ��g����܇�аl�еČ���
- ��ȫ�Ԅӻ�����3D��ӡ���a���S��ԇ�\��2
- ���������m���W���x���Լ����ۻ��^��
- ��3D��ӡ���g��ˎ���Ƅ��еđ��ú�����
 ���3D��ӡ���ͼ�
���3D��ӡ���ͼ����c����


