�A�ƴ�W(xu��)����픿���AM����������(qi��ng)��1388MPa���_(k��i)�l(f��)�ĔD����ӡ����ӹ��ĵͳɱ�H13�(2)
�r(sh��)�g��2023-02-07 10:00 ��(l��i)Դ�����όW(xu��)�W(w��ng) ���ߣ�admin ��x����
�D 9.�܄�Ó֬ǰ��ԭ�ϵ�TG-FTIR�l�V�D����a��ԭʼԭ��;��b����ȫ�܄�Ó֬��ԭ��;��c����ͬ�ض��µĶ��S�t����V;��d�� 2357���İl(f��)չ−1���V��һ����̼2���c��֟��أ�DTG��������
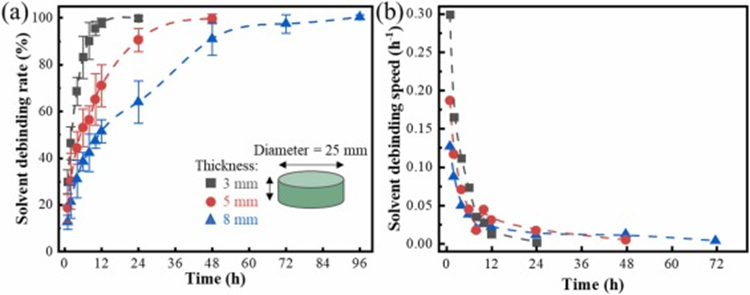
�D 10.���ܲ������܄�Ó֬�S�r(sh��)�g�l(f��)չ���l(f��)�����О飺��a��Ó֬����;��b�����z�ٶȡ�
�D 11.��a��
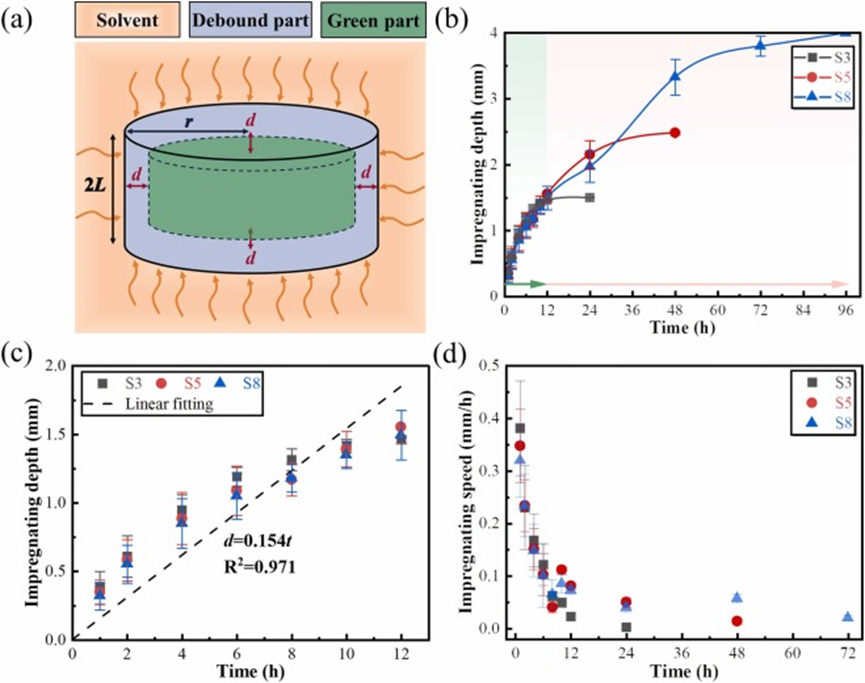
���O(sh��)�܄����n��Ⱦ���IJ����܄�Ó֬��Ʒ��ʾ��D����b���܄����n��ȵ�Ӌ(j��)��Y(ji��)������c�����ڳ�ʼ 12
С�r(sh��)Ó֬�О�ľ��ԔM�ϣ��Լ���d���܄����n�ٶȵ�Ӌ(j��)��Y(ji��)����Ո(q��ng)ע�⣬S3��S5 �� S8 ��ʾ��ȷքe�� 3��5 �� 8 mm ��������돽��
12.5 mm����
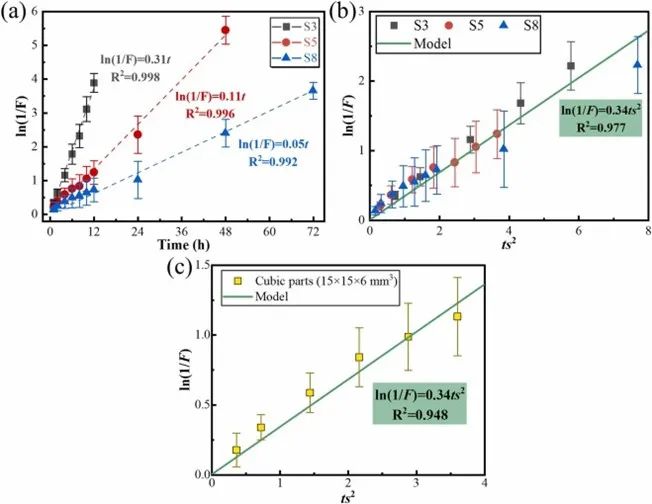
�D 12.��a�� ln��1/F���c��֬�r(sh��)�g���P(gu��n)ϵ����b���m�Ͻ�(j��ng)��ģ�͵IJ�ͬ��ȵĈA���w��Ʒ�Č�(sh��)�(y��n)���z�Y(ji��)������c�����Ͻ�(j��ng)��ģ�͵������w��Ʒ�Č�(sh��)�(y��n)���z�Y(ji��)����
�D 13.��a�� �܄�Ó֬�О飬��b���_(k��i)�ſ�϶�ʣ��Լ���c�� ln��1/F���c ts
���P(gu��n)ϵ�D2������ͬ�Π15 �� 15 �� 6 mm ����������3������ӡ�g�ͬ��Ո(q��ng)ע�⣬�ڈD b
�У�����`���ʾ��(sh��)��(j��)�����ֵ����Сֵ�������߅������߅���ǔ�(sh��)��(j��)�ĵ� 75 ��(g��)�͵� 25 ��(g��)�ٷ�λ��(sh��)��
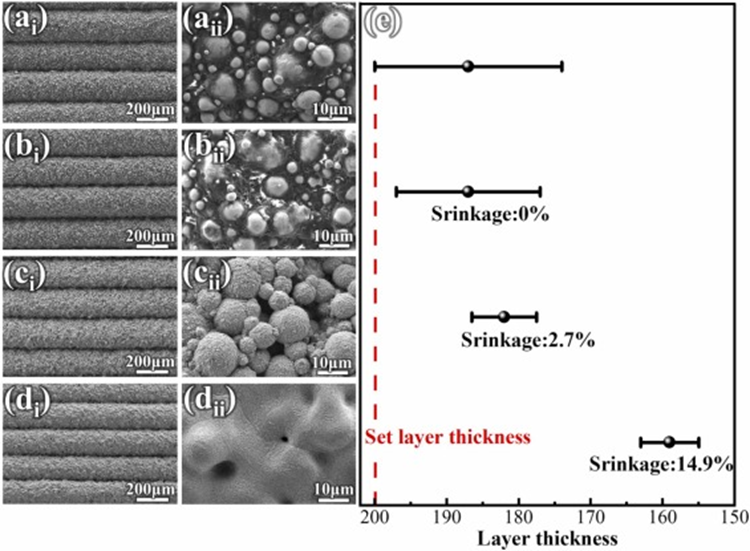
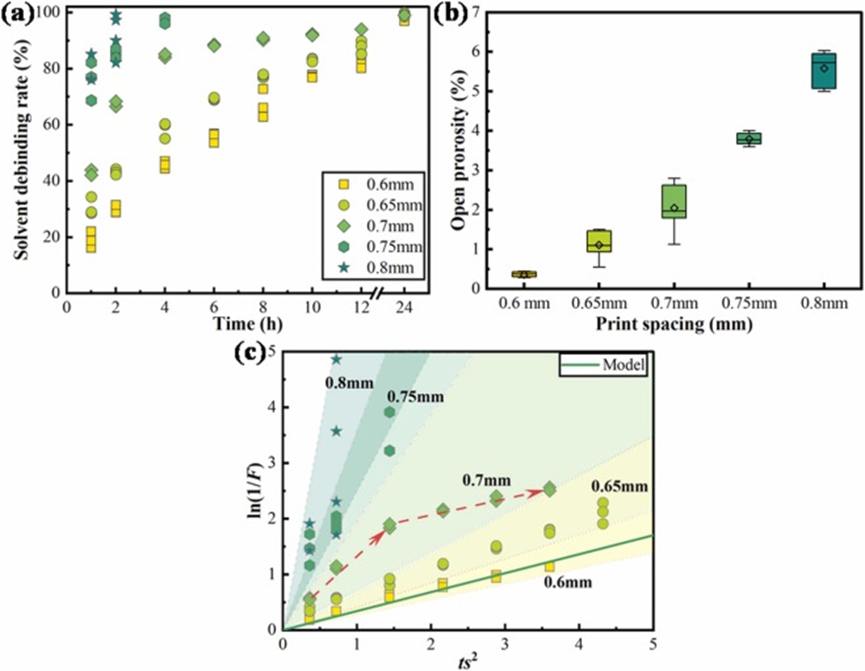
�D 14.������ӈD��ai, aii����������;��bi, bii���܄�Ó֬����;��ci,
cii��������1350��C���Y(ji��)���o(w��)�豣�֕r(sh��)�g;��di, dii��������1350��C���Y(ji��)5С�r(sh��);��e��
A��D֮�g�ČӺ���^��Ո(q��ng)ע�⣬��������Č�(sh��)�H�Ӻ������Ӌ(j��)���տs�ʵĻ���(zh��n)����(du��)��ÿ�N�l����ʹ��100��������(g��)SEM�D���M(j��n)���տs�y(c��)����
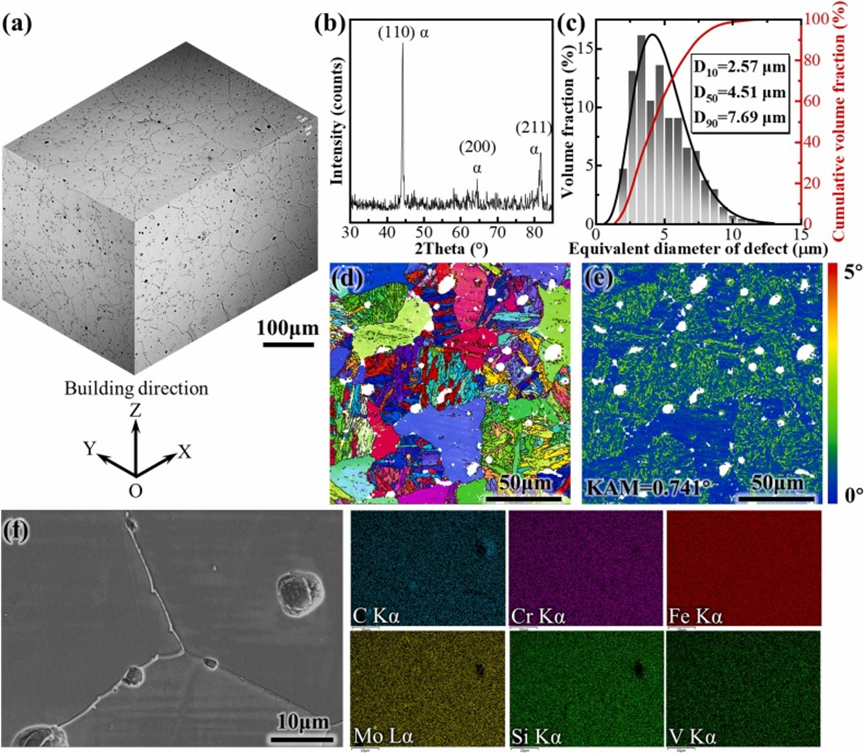
�D 15.��1350��C-5
h���Y(ji��)��H13�������^�Y(ji��)��(g��u)��������a��3D��W(xu��)�^�Y(ji��)��(g��u)����b��XRD�D�V����c��ȱ�ݳߴ����������d�����O�D��IPF������e����ƽ��ȡ���`�KAM������f���F���w�������Y(ji��)��Ԫ�طֲ��D��Ո(q��ng)ע�⣬XRD��EBSD��EDSӳ������XOZ���ֈ�(zh��)�еġ���(du��)XOZ��XOY��Ƭ���M(j��n)����ȱ�ݳߴ��������
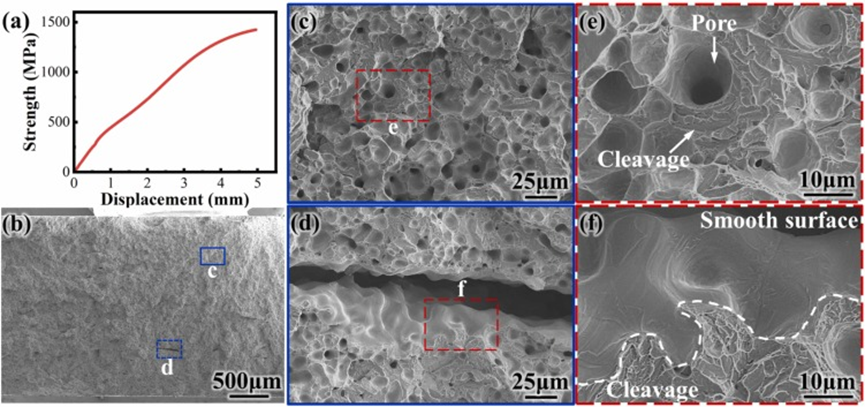
�D 16.��a�����Y(ji��)H13�����������������b�����Ѹ����@ʾƽ����ò���](m��i)�����@ȱ�ݣ���c����c�^(q��)�ķŴ�ҕ�D��b���@ʾ���Y(ji��)����Ĵ���������������d����d�^(q��)�ķŴ�ҕ�D��b���@ʾӡˢ������Ѽy����e����c����e�^(q��)�ķŴ�ҕ�D����f����d�� F�^(q��)�ķŴ�ҕ�D��
�ڱ������У�H13䓲�����ʹ�ø����ԭ��ͨ�^(gu��)���ϔD��������������ġ��о���ӡˢ���܄�Ó֬������֬�͟��Y(ji��)�ȶಽ�E��ˇ���eע�ⲻͬ��Ʒ���܄�Ó֬�О顣��������Ҫ�Y(ji��)Փ��
��ӡ�g��͇���ֱ����ƥ��Q���˘�Ʒ�ı������^�����ĖŸ�Ƕ��������{(di��o)������ȱ�ݵķֲ�������(j��)���Ľo����һϵ�Ѕ���(sh��)��0.6 mm�Ĵ�ӡ�g���45��/135��Ľ����Ž�����ѵĹ�ˇ����(sh��)����(j��ng)�^(gu��)��(y��u)����Ó֬�͟��Y(ji��)��ˇ��Ʒ�����������ĊA�����I�ϡ�
�܄�Ó֬��һ��(g��)�P(gu��n)�I�^(gu��)�̣����ܽ������ճ�τ����鿢������������(chu��ng)��ͨ���g��PW��LDPE�ğ�Ó֬��һ��(g��)��u�a(ch��n)��CO���^(gu��)��2������4ͨ�^(gu��)�܄�Ó֬�a(ch��n)�����ͨ������ˣ��ڟ�Ó֬�͟��Y(ji��)֮ǰ��(du��)���������M(j��n)����ȫ�܄����z��������������|(zh��)���á��ܶȸߵĘ�Ʒ��
��(du��)�ڰ돽��12.5 mm����Ȟ�3��5��8 mm���ƿ��Ʒ��ͨ�^(gu��)��х���(sh��)��ӡ���������܄�Ó֬�r(sh��)�g��∼24 h��∼96 h���ȡ���(du��)�������w��Ʒ��15 �� 15 �� 6 mm3���ɲ�ͬ�Ĵ�ӡ�g�ࣨ0.6-0.8���ף���(g��u)�����������܄�Ó֬�r(sh��)�g��∼24С�r(sh��)��∼2С�r(sh��)���ȡ��I(y��)�糣�õļ��O(sh��)������Ʒ����Ľ�����������з����϶�����ͬ�ģ�����ᘌ�(du��)��ͬ���Π����l(f��)չ���@�c��(sh��)�(y��n)��һ�¡���ͬ�Π�͵��_(k��i)���ʘ�Ʒ��Ó֬�О��cShivashankar��German�Ą�(d��ng)���W(xu��)ģ��һ�£�ԓģ���ɱȱ���e�Q����
���ӟ��Y(ji��)�r(sh��)�g�ɴ��M(j��n)��Ʒ�����ܻ������ɲ����x��H13������1350��C���Y(ji��)5С�r(sh��)������(du��)�ܶȞ�96.8��0.5%�������·��������ڿ�϶�ֲ����^�Y(ji��)��(g��u)�����ƺ��Ǹ���ͬ�Եġ�����Ҫ���߶ȵģ���Чֱ��������∼ 2��10 ��m���@�M�����F���w�͚����R���w�M�ɡ�����ӿp�܇�δ�l(f��)�F(xi��n)Ԫ��ƫ���������̑B(t��i)���Y(ji��)�^(gu��)����δ�l(f��)��Һ����
���Y(ji��)���H13��������1388 �� 27 MPa�ĘO������(qi��ng)�Ⱥ�1.94 �� 0.05 %�Ĕ������L(zh��ng)�ʡ����Ԕ��ѵ������ǰ��ݠ��ף��܇��h(hu��n)�@�����Y(ji��)�^(gu��)���еĽ���������֮�⣬߀���L(zh��ng)�_(d��)��(sh��)�����Ѽy���@������ӡˢ�^(gu��)���ЊA�ӵ���ճ������ġ�
(؟(z��)�ξ���admin)

��һƪ������ԭ�����Ƃ�ɱ���ճ�Y(ji��)���������3D��ӡ�÷�ĩ����
��һƪ���Ϻ���ͨ��W(xu��)�Ȍ�(du��)��������316L���P��еĮ��|(zh��)���ƶ�λ�о�
��һƪ���Ϻ���ͨ��W(xu��)�Ȍ�(du��)��������316L���P��еĮ��|(zh��)���ƶ�λ�о�
���P(gu��n)��(n��i)��
 EOS�Ƴ�100%�����XAlSi10M
EOS�Ƴ�100%�����XAlSi10M Metalysis�����ͽ��ٺϽ�
Metalysis�����ͽ��ٺϽ� ������(qi��ng)��1265MPa��1,700
������(qi��ng)��1265MPa��1,700 ![Protolabs�ؽM���g�P(gu��n)�]��(gu��)����3D��ӡ���S�������a(ch��n)�D(zhu��n)������(gu��)�Ј�(ch��ng)](http://www.b41o7.cn/uploads/allimg/241031/0T410Lc-0.jpg) Protolabs�ؽM���g�P(gu��n)�]��
Protolabs�ؽM���g�P(gu��n)�]�� ����B�Ƴ���N���ͽ�����
����B�Ƴ���N���ͽ����� ɽ�ؾS���Ƴ�����Osprey H
ɽ�ؾS���Ƴ�����Osprey H
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a(ch��n)����
- ��������(qi��ng)��1265MPa��1,700 �A�϶ȸߜ��\(y��n)
- ��Protolabs�ؽM���g�P(gu��n)�]��(gu��)����3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ��6K Additive�cMPW��ӆ�����f(xi��)�h�����a(ch��n)��
- ��EOS��ʽ�Ƴ��XAl5X1����3D��ӡ���ϣ���
����(n��i)��
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a(ch��n)����
- ��������(qi��ng)��1265MPa��1,700 �A�϶ȸߜ��\(y��n)
- ��Protolabs�ؽM���g�P(gu��n)�]��(gu��)����3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ��6K Additive�cMPW��ӆ�����f(xi��)�h�����a(ch��n)��
- ��EOS��ʽ�Ƴ��XAl5X1����3D��ӡ���ϣ���
- ���������W(xu��)���M(j��n)�½������������о�����
- ���Ϻ���ͨ��W(xu��)�Ȍ�(du��)��������316L���P���
���]��(n��i)��
 3D Systems �Ƴ�
3D Systems �Ƴ� �¼������켼�g(sh��)��
�¼������켼�g(sh��)�� ������܇��ExOne
������܇��ExOne APWORKS�Ͻ����3
APWORKS�Ͻ����3 ���ݻʼ�ī������
���ݻʼ�ī������ ����(gu��)��܊�����W(xu��)Ժ
����(gu��)��܊�����W(xu��)Ժ���c(di��n)��(n��i)��
- ��3D��ӡ���ٲ���֮⁼�⁺Ͻ����
- ���²����ИI(y��):3D��ӡ⁷��ļҏ�(qi��ng)
- ���F�����g(sh��)��������|(zh��)���Ľ���3D��ӡ��ĩ
- ��FDM 3D��ӡ���پ��ģ�Virtual Foundry
- ���㽭��ͨ���x�����D(zhu��n)�F����Ʒ�|(zh��)��������
- ���������W(xu��)���M(j��n)�½������������о�����
- ��Virtual Foundry�Ƴ����~�����~�Ƴɵ�
- ��Filamet3D��ӡ���Ͽ������ӡ�C(j��)��ӡ
- ��Materialise����3D��ӡ����E-STAGE����
- ��⁷۳ɹ��I(y��)��(j��)3D��ӡ�����еIJ���


