�¼������켼�g(sh��)�о����������o����������ߏ��ȸ�����䓣�
�r�g��2021-08-21 21:50 ��Դ���ϘO�� ���ߣ�admin ��x����
��(d��o)�x�������о��˼����o����������(LAAM)�ߏ���䓣����Ã�(n��i)���ػ�Ч��(y��ng)���M�ڳ�Ʒ��Ʒ���γɸߺ����Ľ���̼����(��M23C6��M7C3)����(n��i)�ڵĻػ�Ч��(y��ng)�������ڳ�Ʒ��B(t��i)�«@�ñȂ��y(t��ng)���췽�����õ����W(xu��)���ܣ����M���m(x��)��̎��(HTs)�@�Ã�(y��u)�������W(xu��)���ܡ��ڶ�߶����о��˸ߜ�?z��)�̎�팦�����^�M�������W(xu��)���ܵ�Ӱ푡������ڳ��e�^���еĻػ����ã�������̼�����ڃ�(n��i)���γɡ��ߜ��£����ܶȵ�λ�e���M�˴����{�\����̼������γɡ��ߜ�����ԇ�ӵ�������(y��ng)���s��1.81
GPa���摪(y��ng)׃�s��21%���c������������͂��y(t��ng)�����ӹ��Ĵ��ߏ������ȣ��@���˃�(y��u)��ď���-���ԽM�ϡ���׃���^���У������͌\���珊��������������λ�e������������ߏ��ȣ������õ�����Դ�ڌ\���T��(d��o)����(TWIP)��׃���T��(d��o)����(TRIP)Ч��(y��ng)���Լ��^�ߵļӹ�Ӳ���ʡ��@һ�l(f��)�F(xi��n)��ζ����ͨ�^������������IHTЧ��(y��ng)�������_�l(f��)AM���Ʋ��ϡ�
�_�l(f��)���иߏ��Ⱥ��������ԽM�ϵĽ��ٺͺϽ���һ���L�ڵ�����(zh��n)����鏊�Ⱥ�����֮�g�����ƺ⡣�ߏ����(HSSs)�������ѽ�(j��ng)̽�����S��;�����e�ǘO�������Ȟ�>1.5
GPa�ij��ߏ����(UHSS)��һ����Ҫ���Ӹ�̼(>0.4
wt%)���F�ē��sԪ��(��Ni��Co��Cr��)����̼���ӄ�������Ч���(j��ng)���ķ���֮һ���������܌�(d��o)�¿ɺ��ԺͿɼӹ��Ե��½������⣬���FԪ�صē��s�����˲��ϳɱ��������ڴ�Ҏ(gu��)ģ���I(y��)��(y��ng)�á���������غϽ�(HEAs)�İl(f��)չ��ͨ�^�\��׃����߲��������ṩ��һ�l��ǰ����;��;Ȼ����Ŀǰ��HEAs���y�_�����^1
GPa�Ŀ����������ȡ�
���ڼ������������(AM)ͨ�^ʹ�ø��ܼ��ⰴ���A(y��)���O(sh��)Ӌ��CADģ�ͺ͵���·������ĩ�w���ۻ���һ�����γɌ����c�������ӣ����3D�M����AM������һ�N�_�l(f��)�����ܳ��߉������ĝ��ڷ����������������о��ѽ�(j��ng)�����˹�ˇ����(sh��)���@�M��������֮�g���P(gu��n)ϵ��֪�R���mȻ���ڃ�(n��i)���ߚ�����(y��ng)���ͼ�С������(d��o)�µ�׃�������^�ͣ������ھ���������AM�ӹ��ij��ߏ����һ��Ȃ��y(t��ng)��׃�μ����и��ߵď��Ⱥ�Ӳ�ȡ�AM���a(ch��n)��AF9628�ͺϽ�UHSS�ĘO�������ȸ��_1.4
GPa�������ʼs��10%���@�������ֹAM���a(ch��n)�ĺϽ�����ߵġ����⣬��(d��ng)AM�ӹ���UHSS�Ŀ������ȳ��^1.5
GPa�r�����L��ͨ������10%�����磬��(j��ng)AM̎�����R���w�rЧ��ڟ�̎������F(xi��n)���s2
GPa�ij��ߏ��ȣ������L�ʱ�����5%���¡�AM̎��H13䓵Ŀ��������_��1.7GPa���ң����L�ʃH��1.6%��
Ȼ��������AM���g���صğ�vʷ���_�l(f��)�����������W(xu��)���ܵij��ߏ���䓵ľ����s����ҕ�ˡ���AM�^���У��̻������ڳ��e����܉���ͺ��m(x��)�ӕr����(j��ng)�vѭ�h(hu��n)�ټӟ����s�^�̡��@�N����ğ�vʷ������Һ�B(t��i)�Ŀ��ٴ��Ȼ��ѭ�h(hu��n)�ټӟ���������Ķ��ڜضȷ�ֵ����(d��o)�³��e�B(t��i)���ϵı�����̎��(IHT)����������о�������IHT�����e���ϵ����ÿ��Դ��M������Ĺ����γɣ��{(di��o)����ƽ���^�Y(ji��)��(g��u)����׃��M�ɡ����磬�ڼ�����eFe-19Ni-xAl (at%)�Ͻ�r������IHTЧ��(y��ng)��ԭλ������2 ~ 4nm��С���ܶȸ��_1025/m3��NiAl�{���w��������,����܇����ļ����ĩ���ںϸ���Ě���W���w�γɵ�ˮƽ�����ӱ�(�w�e7%)���ڴ�ֱ��Ʒ(�w�e3%)����һ�Ӹ���ą^(q��)����ˮƽ�ӱ�,�Ķ���(d��o)��һ�����L�ĕr�g�g��(��55s)��ֱ�ӡ���ˣ�ˮƽ��Ʒ���S����ĕr�gɢ�ᵽ�܇�����(d��o)�����ڼ���ӹ��и��ߵĜض��ݶȺ���s�ٶȡ����⣬����AM�^���Ъ��صğ�vʷ���M��AM̎��316L���P���λ�e�W(w��ng)�j(lu��)���γɣ��Ķ������ˏ���-���Ե�ƽ�⡣
�ڴˣ��¼������켼�g(sh��)�о�Ժ�о���һ�N�ͳɱ���AISI
420����䓣����÷�ĩ���������o����������(LAAM)������IHTЧ��(y��ng)����ă�(n��i)�ڻػ���M�˴�������̼����ă�(n��i)���γɣ��Լ����̎�팦LAMM���ϽM�������ܵ�Ӱ푡���̎�������̼���ﺬ���������Լ��{�\����(d��o)���ˏV���ĸߏ����֮�g���õď���-���ԽM�ϡ��U���ˏ���-����ƽ��Ļ����C����ͻ����IHT��AM��ԭλ�ػ���e���ϵ�����������ߏ���-���ԽM�ϡ����P(gu��n)�о��ɹ����}��Superior
strength-ductilityin laser aided additive manufactured high-strength
steel by combination ofintrinsic tempering and heat
treatment���l(f��)��������픿�Virtualand Physical Prototyping�ϡ�
���P(gu��n)朽ӣ�https://www.tandfonline.com/epri ... 452759.2021.1964268

��������AISI 420��ĩ(Fe-13.78Cr-1.04Mn-0.85Si-0.21C,wt.%)�������ֲ���D10 = 55.0, D50 = 89.3, D90 = 146.4��ԓ��ĩ���кܵ͵Ļػ�ضȣ����_204��C���@���ڳ��e�^���м��l(f��)���ϵ�IHTЧ��(y��ng)������ضȡ���ĩ��ò��D1a��ʾ����ĩ�w���ʬF(xi��n)��D1b��ʾ�İ����^�Y(ji��)��(g��u)����Ʒ�����¼������켼�g(sh��)�о���(SIMTech)�_�l(f��)�ķ�ĩ����LAAMϵ�y(t��ng)���a(ch��n)��LAAM�^����D1c��ʾ;
420SS��ĩ��0.65 mm�ĺ㶨�_�ڿ��g��3.3
g/min�Ľo���ٶȳ��e�����ò�ͬ�ļ����(P)�͒����ٶ�(v)�M�й�ˇ��(y��u)�������о��Լ�������(��)���x��� =
P/v�����Ì��g���D(zhu��n)90��Ĺ�ż������ģʽ����LAAM�^����ʹ����ѹ�ˇ����(sh��)�ğ�vʷ�����Ă����ż�ڳ��e��Ʒ�IJ�ͬλ��ӛ䛵�(Ҋ�D1d)��

�D 1. ��ĩ�͌���^�̡�(a) �� (b) ��ĩ�ΑB(t��i)��(c) LAAM ��ˇʾ��D����Ƭ��(d) ��vʷ�y��λ�ã�(e) ��(f) �����Ʒ����ߴ���� ASTM E8 �˜�����Ȟ� 4mm����
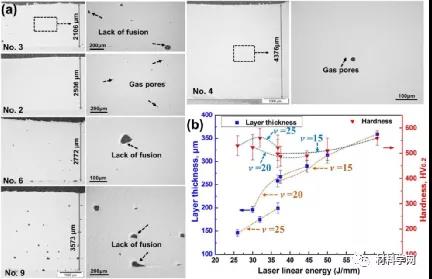
�D 2. ��ˇ����(sh��)��(y��u)����(a) ���д����Ե�OM�D���@ʾ�˲�ͬ����(sh��)�ӹ���Ʒ��ȱ�ݣ��Լ� (b) ��ˇ����(sh��)����Ʒ�Ӻ�Ⱥ�Ӳ�ȵ�Ӱ푡�
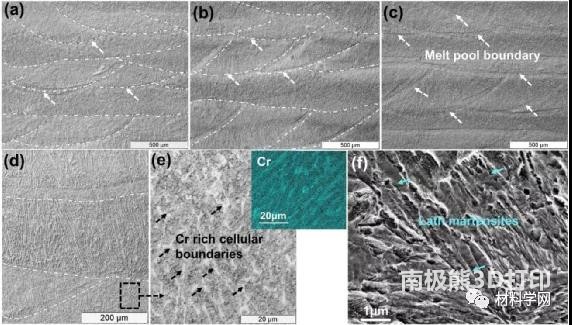
�D 3. LAM ̎���� 420SS ��Ʒ���^�ΑB(t��i)��(a) ��Ʒ��(b) HT427��(c)
�p��-HT��(d) �L֦���� (e) ��Ʒ��Ʒ��֦��߅��̎�� Cr ƫ�������� Cr �� EDS ӳ�䣩���Լ���e���@ʾ HT427
��Ʒ�а�l�R���w�� SEM �D��
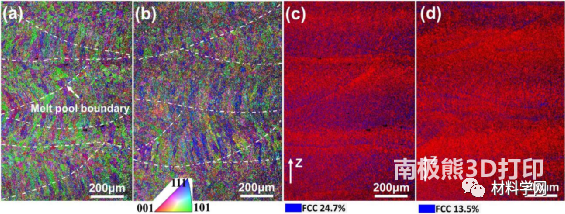
�D 4. ��Ʒ�ؘ�(g��u)������ (Z) �ĵͱ��� EBSD ������(a) �� (b) �քe�dz�Ʒ��Ʒ��
HT427 ��Ʒ�� IPF��(c) �� (d) �քe�dz�Ʒ��Ʒ�� HT427 ��Ʒ����λ�ֲ��D��(c) �� (d) �еļtɫ���{ɫ�^(q��)��քe����
BCC �� FCC��
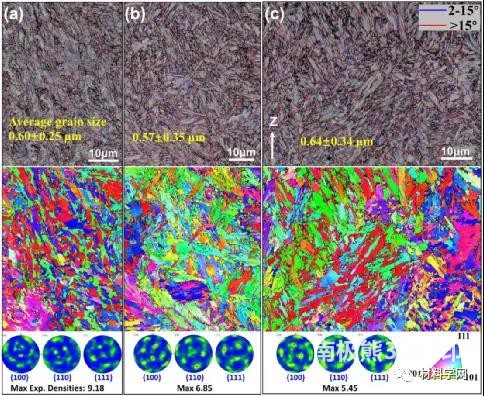
�D 5. �ؘ�(g��u)������ (Z) �� (a) ��Ʒ��(b) HT427 ��(c) �p�� HT ��Ʒ�M�и߱��Ŵ� EBSD ������
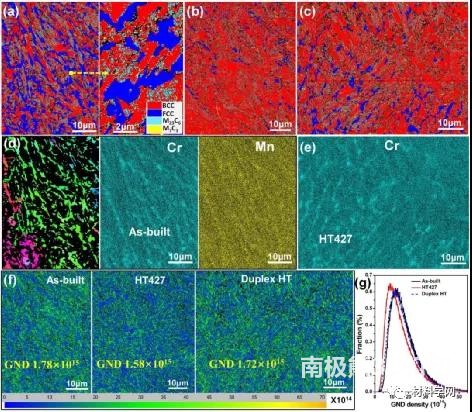
�D 6. (a) ��Ʒ�D��(b)HT427 �� (c) �p�� HT ��Ʒ����λ�ֲ��D��(d) FCC ��� IPF �ͳ�Ʒ��Ʒ�е�Ԫ�طֲ���(e) �p��-HT ��Ʒ�е� Cr �ֲ���(f) GND �D����λ��/m2����(g) GND �ܶȷֲ�������
(؟(z��)�ξ���admin)

��һƪ��ռ�I(l��ng)ӡ�����������Ј���ڽ�ɽ��AMACE�Ƴ��������3D��ӡ�CALM-400
��һƪ���������ȡ�Scripta Mater������������316L���P䓵�ѭ�h(hu��n)푑�(y��ng)��
��һƪ���������ȡ�Scripta Mater������������316L���P䓵�ѭ�h(hu��n)푑�(y��ng)��
���P(gu��n)��(n��i)��
 EOS�Ƴ�100%�����XAlSi10M
EOS�Ƴ�100%�����XAlSi10M Metalysis�����ͽ��ٺϽ�
Metalysis�����ͽ��ٺϽ� ��������1265MPa��1,700
��������1265MPa��1,700 ![Protolabs�ؽM���g�P(gu��n)�]������3D��ӡ���S�������a(ch��n)�D(zhu��n)�������Ј�](http://www.b41o7.cn/uploads/allimg/241031/0T410Lc-0.jpg) Protolabs�ؽM���g�P(gu��n)�]��
Protolabs�ؽM���g�P(gu��n)�]�� ����B�Ƴ���N���ͽ�����
����B�Ƴ���N���ͽ����� ɽ�ؾS���Ƴ�����Osprey H
ɽ�ؾS���Ƴ�����Osprey H
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a(ch��n)����
- ����������1265MPa��1,700 �A�϶ȸߜ��\
- ��Protolabs�ؽM���g�P(gu��n)�]������3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ��6K Additive�cMPW��ӆ�����f(xi��)�h�����a(ch��n)��
- ��EOS��ʽ�Ƴ��XAl5X1����3D��ӡ���ϣ���
����(n��i)��
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a(ch��n)����
- ����������1265MPa��1,700 �A�϶ȸߜ��\
- ��Protolabs�ؽM���g�P(gu��n)�]������3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ��6K Additive�cMPW��ӆ�����f(xi��)�h�����a(ch��n)��
- ��EOS��ʽ�Ƴ��XAl5X1����3D��ӡ���ϣ���
- ���������W(xu��)���M�½������������о�����
- ���Ϻ���ͨ��W(xu��)�Ȍ���������316L���P���
���]��(n��i)��
 3D Systems �Ƴ�
3D Systems �Ƴ� �¼������켼�g(sh��)��
�¼������켼�g(sh��)�� ������܇��ExOne
������܇��ExOne APWORKS�Ͻ����3
APWORKS�Ͻ����3 ���ݻʼ�ī������
���ݻʼ�ī������ ������܊�����W(xu��)Ժ
������܊�����W(xu��)Ժ���c��(n��i)��
- ��3D��ӡ���ٲ���֮⁼�⁺Ͻ����
- ���²����ИI(y��):3D��ӡ⁷��ļҏ�
- ���F�����g(sh��)��������|(zh��)���Ľ���3D��ӡ��ĩ
- ��FDM 3D��ӡ���پ��ģ�Virtual Foundry
- ���㽭��ͨ���x�����D(zhu��n)�F����Ʒ�|(zh��)��������
- ���������W(xu��)���M�½������������о�����
- ��Virtual Foundry�Ƴ����~�����~�Ƴɵ�
- ��Filamet3D��ӡ���Ͽ������ӡ�C��ӡ
- ��Materialise����3D��ӡ����E-STAGE����
- ��⁷۳ɹ��I(y��)��3D��ӡ�����еIJ���


