�۴����ڽ���3D��ӡ��ģ�M����C��Ӌ��ƽ��F(xi��n)��(sh��)
�f����(qi��ng)�⣬����������wɳ��ʯ��늹�ʯ������֮̎���Ԟ顰����������
�@��������ĩ�գ����^�Ǐķ�ĩ�ĽǶ�ȥ����ĩ���ڽ��ٳ����^���T�ˡ�˲�B(t��i)�ķ���(y��ng)�����y�Â��y(t��ng)��ģ���M(j��n)�о��_���������������^���֛Q����Ʒ���|(zh��)����ģ�M������ԏ��a(b��)���_ģ���y���A(y��)�y���ﻯ�^�̣����@����ˇ�ṩ�����ָ��(d��o)������Ո�������Ʋ�ʿ���ҽ��x��(d��ng)ǰ����3D��ӡ����ģ�M�I(l��ng)�����Ҫ�M(j��n)չ��
���ߺ���
���ƣ����Ʈ��I(y��)���A�пƼ���W(xu��)�C(j��)е�O(sh��)Ӌ���켰���Ԅӻ����I(y��)����ʿ���I(y��)��University of Missouri, Columbia�C(j��)е�c���չ���ϵ��Ŀǰ��University of Notre Dame���x��ʿ��ע�ڽ���3D��ӡ�ķ���ģ�M������
�_ƪ�Z
�Է۴����ڳ��μ��g(sh��)��PBF��������Ľ���3D��ӡ�ڽ�Щ�����Ɍ�(sh��)�(y��n)�������Ј����۴����ڽ���3D��ӡͨ�^�������������ӌ��ۻ����ٷ�ĩ���܉�һ����������������|(zh��)����呼��ď�(f��)�s���������Ȼ����Ŀǰ����3D��ӡҲ���ںܶ�ȱ�ݣ�����a(ch��n)���ͣ����_���Դ�����ߴ羫�ȵ͵ȡ���Ŀǰ��ֹ������3D��ӡ�ą���(sh��)��(y��u)����Ҫ��ه�ڷ���(f��)��(sh��)�(y��n)��Ȼ����(sh��)�(y��n)�����M(f��i)�����ĕr�g���������Y����ˣ�ͨ�^Ӌ��C(j��)ģ�M������˽����3D��ӡ�ęC(j��)�����ڴ�ӡ���֮ǰͨ�^Ӌ��C(j��)��ǰ��(y��u)����ӡ�ĸ��(xi��ng)����(sh��)����ɞ�˷�����3D��ӡȱ�ݵ�һ�l�ݏ���
1������
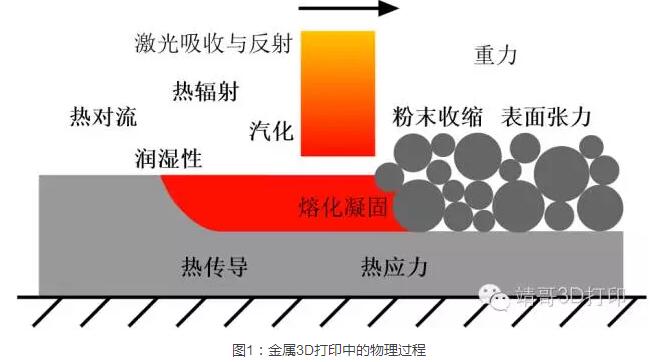
���ڷ۴����ڽ���3D��ӡ�����õĽ��ٷ�ĩ�ߴ��s��50�ף��������������������С�۽�ֱ��Ҳ��100�����ң�Ȼ����Ҫ��ӡ������ߴ�s�������ڎ�ʮ���ϰق����ף�������׳߶���ֱ��ģ�M����������������˹�Ӌ�ԬF(xi��n)�е�Ӌ��C(j��)����Ҫ�ĕr�g��5.7x10^18�꣨��������g�Ų���1.4x10^10�꣩�����⣬�ڽ���3D��ӡ�е������^��Ҳ�ǘO���(f��)�s����D1�����������^���漰�������(d��o)����ݗ�䡢�ጦ�����ᑪ(y��ng)�������ٷ�ĩ��׃���۳����ɱ������w���ӡ����w�����ԡ����w���揈���ȵȶ��I(l��ng)����W(xu��)�Ƶď�(f��)�s�����^�̡��@Щ�^�̵�ģ�M���治�H��Ҫ����һ�I(l��ng)��������˽⣬����Ҫ�����W(xu��)���I(l��ng)��֮�g��ͨ�����������ā��f������3D��ӡ��ģ�M������Ҫ��һ����߶ȶ��������multi-scale and multi-physical���Ĵ������M(j��n)�С�����͌�����3D��ӡ�еĎׂ���Ҫ�����^�̵�ģ�M������һһ��B��
2���۴�����
a���F(xi��n)���c��(y��u)�ݣ�
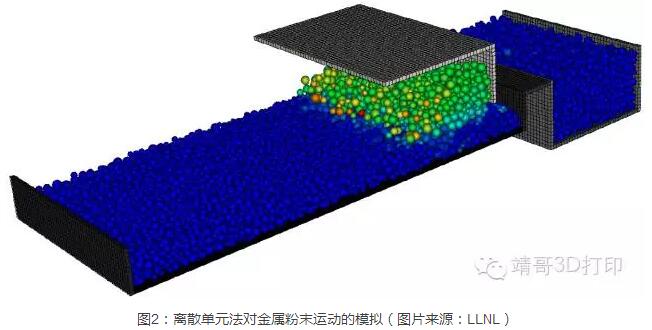
����3D��ӡ�еķ۴���ֱ����С���ȵĽ��ٷ�ĩ��(g��u)�ɣ���ĩһ��ӽ�����Сһ��ʬF(xi��n)���B(t��i)�ֲ�����ͬ��ӡ�O(sh��)�����õĽ��ٷ�ĩ��С��������ͬ��ƽ��ֱ����50�����ҡ��ڼ������������Y(ji��)֮ǰ���@Щ��ĩ��ƽ䁵��У�recoater blade�����ߝLͲ��roller��ƽ䁵���ӡƽ�_�ϡ�Ŀǰģ�M���ٷ�ĩƽ��^����õķ������xɢ��Ԫ����DEM����D2�����ٷ�ĩ�IJ�ͬ�ɫ�����˲�ͬ���\(y��n)���ٶȡ�ͨ�^�xɢ��Ԫ������ģ�M��ͬ��С�����w����ƽ䁵��л��ߝLͲ�Ƅ��µ��\(y��n)����r��
b�����ޣ�
�xɢ��Ԫ��ֻ��ģ�M���ޔ�(sh��)���Ľ����w����Ŀǰ�܉�ģ�M�Ľ����w����(sh��)������ڰ��f��(sh��)�������h(yu��n)���ڌ�(sh��)�H����3D��ӡ�еĽ����w����(sh��)����
3����Դ����
a���F(xi��n)���c��(y��u)�ݣ�
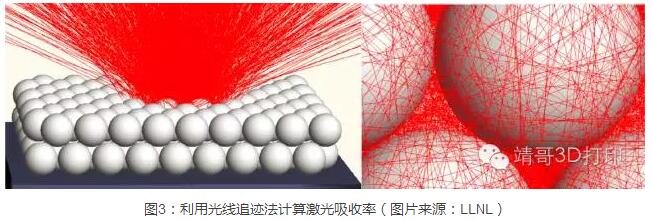
��ģ�M�������������r���ҊҲ����εķ����Ǒ�(y��ng)��Lambert-Beer���ն��ɡ�ԓ���ɼ��O(sh��)��Դ��(qi��ng)���ڴ�ӡƽ���ϳʬF(xi��n)��˹�ֲ������ڴ�ֱ�ڴ�ӡƽ�淽��Դ��(qi��ng)�ȳ�ָ��(sh��)���f�p�����^��Lambert-Beer���ն��ɛ]�н�Q��Դ�������ʆ��}�������w�����������������к�(qi��ng)�ķ������ɢ��Ч�������м���������������ֻ��һ�����܉����w�����ղ��D(zhu��n)���ɟ��ܡ�ĿǰӋ����ٷ�ĩ���������������õķ����ǹ⾀�E����ray tracing����D3��ԓ�������O(sh��)��������һ�Mƽ�й⾀�M�ɣ���(d��ng)�⾀�c�����w�����|�r�ڽ����w������l(f��)�����䡣ÿһ���⾀���\(y��n)��܉�E����ۙӛ䛣����ͨ�^�y(t��ng)Ӌ������ٷ۴�������Ŀ��w�����ʡ�ͨ�^�⾀�E������Ӌ����ڲ�ͬ���ٲ��ϡ���ͬ�w���Π��С�Ͳ�ͬ��Դֱ���£����ٷ۴�����Դ�������ʡ�
b�����ޣ�
�⾀�E����Ҫ������Ӌ���YԴ�����A(y��)�y�����^��(zh��n)�_�������ʡ����⣬�ڌ�(sh��)�H���ٴ�ӡ�^���У������w�����Π��С��λ�÷ֲ�Ҳ���S�C(j��)�����Ŀǰ��ģ�M����߀�������ù⾀�E����(sh��)�rӋ���Դ�������ʡ�
4���۳ط���
a���F(xi��n)���c��(y��u)�ݣ�
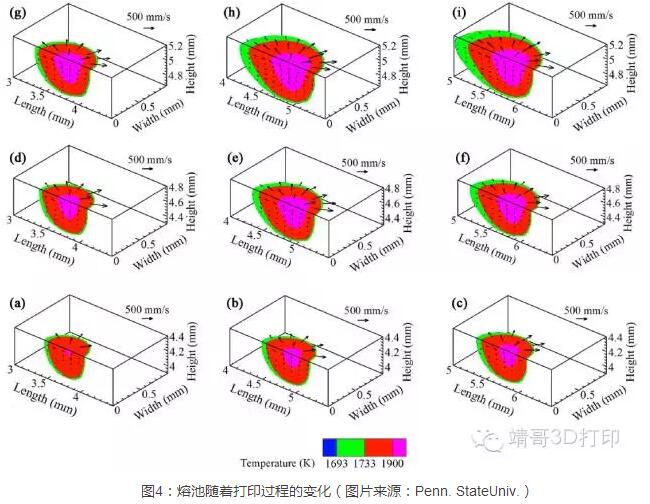
��(d��ng)�����w�����������������ۻ�����γ��۳أ�meltpool�����۳ص��Π��С����Լ���ӑB(t��i)׃��ֱ��Ӱ��˴�ӡ�����Ʒ�|(zh��)����ˣ�����ĕr��ͳ��F(xi��n)�˴������۳ص�ģ�M������D4���۳�(n��i)���Ľ���Һ�w��������Һ�w���揈���ͽ��������γɵķ��_������(li��n)���������M(j��n)�������ҵČ����\(y��n)�ӡ�ͬ�r����Ҫ�Ă����^�̰��������(d��o)���ጦ������ݗ�䣬��Ҫ����׃�^�̰��������w���������c���̡�Һ�w���ٵ������ȶ��������۳ظ�����Ŀǰ���۳ص�ģ�M������Ҫ���������w�e���A(y��)�y�۳�(n��i)�Ľ���Һ�w�ĜضȺ����١�����LLNL��(sh��)�(y��n)�Ҍ��۳صķ���߀���]�˽����w�����ۻ��c���̣�����Һ�w�����γɵķ��_�����Լ�Һ�w�\(y��n)�ӕr�����ɱ����Π
b�����ޣ�
���˜�(zh��n)�_ģ�M�۳ظ����ď�(f��)�s�����^���Լ������w���Ď��Π�W(w��ng)��Ĵ�С��(j��ng)����Ҫ���O(sh��)�����ׂ��ף���ˌ��۳ص�ģ�MĿǰ�����ڎׂ���������(n��i)��������ֱ�����ڳ�Ҋ����ķ��档
5���Y(ji��)��(g��u)����
a���F(xi��n)���c��(y��u)�ݣ�
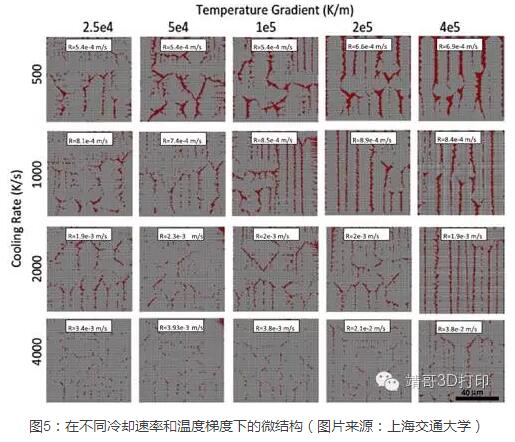
�Y(ji��)��(g��u)��microstructure���γ����۳����̳ɹ̑B(t��i)�r���Y(ji��)��(g��u)ֱ�ӛQ���˲��ϵęC(j��)е���ܡ��Y(ji��)��(g��u)��ģ�M����ͨ���֞�ɲ�����һ����ͨ�^���ކ�Ԫ���������w�e���A(y��)�y�۳����̕r����s�����Լ��ض��ݶȡ��ڶ�����������s���ʺ͜ض��ݶȌ���֦�ijɺ��Լ����L�M(j��n)�з��档�D5չʾ���ڲ�ͬ��s���ʺ͜ض��ݶ��£���֦���L�γɵ��Y(ji��)��(g��u)��
b�����ޣ�
����Ӌ���YԴ�����ƣ��^�����(sh��)���Y(ji��)��(g��u)���涼ֻ�����c���S��Ӌ����Ҳֻ�Ў�ʮ���ס�
6�������׃��
a���F(xi��n)���c��(y��u)�ݣ�
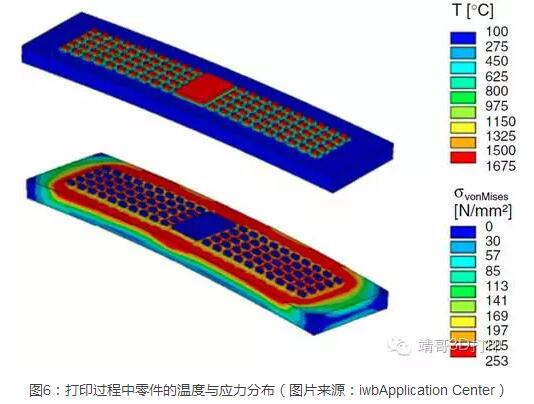
�ڽ���3D��ӡ�У������(j��ng)����ӡ�ںܺ�Ľ��ٰ�����ϣ���ӡ��ɺ���Ҫ������Ļ�����ȡ�¡������ڴ�ӡ�^���������(n��i)���e���˴����ğᑪ(y��ng)������(d��ng)����Ļ�����ȡ�º�ͨ�������F(xi��n)�����@��׃�Σ���D6���mȻ׃�����ڴ�ӡ���֮��l(f��)���ģ���(d��o)��׃�εğᑪ(y��ng)���s����������ӡ�^���зe�۵ġ���ˣ����˜�(zh��n)�_�A(y��)�y����3D��ӡ�е����׃�ξͱ��Ҫ��������ӡ�^���M(j��n)��ģ�M���档������ͨ����ijߴ�ͨ���Ў�ʮ�����ϰ����ף������@�N��С������M(j��n)��ȫ��ģ�M�������܌�(sh��)�F(xi��n)����ˌ���������ӡ�^�̵ij���ͼ��O(sh��)�ͱز����١��Ҋ�ij���ͼ��O(sh��)���nj����������ČӺϲ��ɞ�����һ���M(j��n)�Ђ���͑�(y��ng)����������(j��ng)�^����ͼ��O(sh��)���������ކ�Ԫ����ģ�M����Ŀǰ�ѽ�(j��ng)�܉��A(y��)�y�߶���һ�����ҵĴ����׃�Ρ�
b�����ޣ�
��(j��ng)�^����ͼ��O(sh��)�ğᑪ(y��ng)��ģ����Ҫ���܌�(sh��)�(y��n)�ęz�(y��n)��Ŀǰ�܉�ϵ�y(t��ng)���c��(sh��)�(y��n)�M(j��n)�Ќ��ȵķ���ģ����Ȼ���١�
�Y(ji��)���Z
����3D��ӡ��ģ�M�c�����Ǵ��_����3D��ӡ��һ�ѽ�耳ס�ͨ�^������߶ȶ�������Ľ���3D��ӡģ�Ͳ������ø����ܵIJ����\(y��n)�㣬�҂�������ƽ��挍(sh��)�Ľ���3D��ӡ�^�̣��Ķ���(y��u)������3D��ӡ�ą���(sh��)����(ji��)ʡ�؏�(f��)��(sh��)�(y��n)�������YԴ���M(f��i)��
(؟(z��)�ξ���admin)

��һƪ��3DSIM��ʽ�l(f��)��Beta�����3D��ӡ����ܛ��exaSIM
 16/32�����Ч�f(xi��)ͬ���x��
16/32�����Ч�f(xi��)ͬ���x�� ADDiTEC�Ƴ�AMDROiD X����
ADDiTEC�Ƴ�AMDROiD X���� �����������������3D��ӡ
�����������������3D��ӡ Ӣ��TriMech��200�fӢ�^�I
Ӣ��TriMech��200�fӢ�^�I Makino�¿�A(y��)ML900����3D��
Makino�¿�A(y��)ML900����3D�� �Ͽƴ����͌�(d��o)��x�����z��
�Ͽƴ����͌�(d��o)��x�����z��
- ��16/32�����Ч�f(xi��)ͬ���x�ܳ���ߴ羫��
- ��ADDiTEC�Ƴ�AMDROiD X�������I(l��ng)��?q��)��ñ?/a>
- �������������������3D��ӡ�C(j��)Qbeam S350
- ��Ӣ��TriMech��200�fӢ�^�I����ճ�Y(ji��)����
- ��Makino�¿�A(y��)ML900����3D��ӡ�C(j��)����(sh��)�F(xi��n)��
- ���Ͽƴ����͌�(d��o)��x�����z�����ڲ�����3D
- ��20����3D��ӡ�C(j��)������������W(xu��)�����b
- �������c���a(ch��n)��ȫ���x�֣��A��߿ƾo����
- ��16/32�����Ч�f(xi��)ͬ���x�ܳ���ߴ羫��
- ��ADDiTEC�Ƴ�AMDROiD X�������I(l��ng)��?q��)��ñ?/a>
- �������������������3D��ӡ�C(j��)Qbeam S350
- ��Ӣ��TriMech��200�fӢ�^�I����ճ�Y(ji��)����
- ��Makino�¿�A(y��)ML900����3D��ӡ�C(j��)����(sh��)�F(xi��n)��
- ���Ͽƴ����͌�(d��o)��x�����z�����ڲ�����3D
- ��20����3D��ӡ�C(j��)������������W(xu��)�����b
- �������c���a(ch��n)��ȫ���x�֣��A��߿ƾo����
- ��TUM�о��ˆT�l(f��)���_Դ����3D��ӡ�C(j��)ReAM2
- ��RoboWAAMXP����3D��ӡ�C(j��)��ּ�ڝM�㹤�I(y��)
 ���_˹RusAT�Ƴ�
���_˹RusAT�Ƴ� �����{(l��n)ɫ�������
�����{(l��n)ɫ������� EXONE�Ƴ�������
EXONE�Ƴ������� �����܊��(sh��)�(y��n)��Ͷ
�����܊��(sh��)�(y��n)��Ͷ �����a(ch��n)���������
�����a(ch��n)��������� ���ٶ��c���ȽY(ji��)��
���ٶ��c���ȽY(ji��)��- ����؛ ���������ˣ�ȫ�����3d��ӡ��ĩ
- ����乫˾�Ƴ�����ճ�Y(ji��)�����似�g(sh��)�Ľ���
- ���n���Ƴ�ȫ�������漉����3D��ӡ�C(j��)
- ��Ӣ���ƌW(xu��)���_�l(f��)������������3D��ӡ�C(j��)
- ��Ability3D��˾�Ƴ����漉����3D��ӡ�C(j��)
- ������(n��i)���_�x�X�p�������3D��ӡ�C(j��)�V����
- ��3D Systems�Ƴ�����3D��ӡ�C(j��)DMP Flex 3
- ��Sisma���Ƴ��µ�mysint300����3D��ӡ�C(j��)
- ���������_�J(r��n)�R����3D��ӡ��ĩ���g(sh��)ָ��(bi��o)
- ��OR Laser���H��·�����Ƴ�С�ͽ���3D��


