SLS 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
1989�꣬����(gu��)Texas��W(xu��)��C. Deckard�ɹ����Ƴ��x���Լ�����Y(ji��)���ͷ���Selective Laser Sintering��SLS�����Ժ�M��DTM��˾��DTM��˾��2001�걻3D Systems��˾��ُ(g��u)��
SLS��ˇ���ü����x���Ե����ӟ��Y(ji��)���w��ĩ���ӌӯB�ӵõ�����Ҫ��������cSLA���g(sh��)��ȣ�SLS��ˇʹ�õ��Ǽt�⼤��������CO2�� ��������������Һ�B(t��i)������֬׃�������ϡ�Ϟ���մɡ����ټ����(f��)����ķ�ĩ��SLS�cDMLS���g(sh��)��Direct Metal Laser Sintering��ֱ�ӽ��ټ�����Y(ji��)���ڱ��|(zh��)��һ�ӣ�������һ��ᘌ�(du��)���ٺϽ�ļӹ���
һ��SLS��ˇ��ԭ��
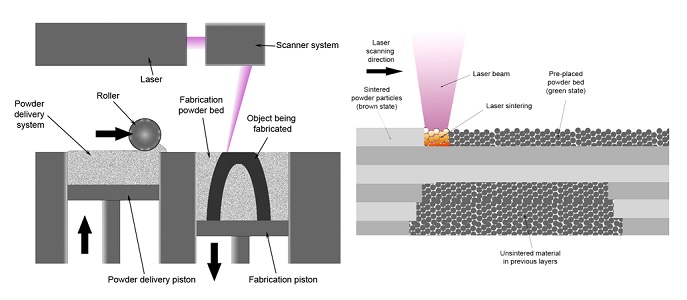
�x���Լ�����Y(ji��)���ͷ���ԭ�����D��ʾ��1����ĩ�w���惦(ch��)�����(c��)�Ĺ��ς}(c��ng)��(n��i)����ӡ�r(sh��)���ۂ}(c��ng)����ƽ�_(t��i)�������𣬌����ڴ�ӡƽ��ķ�ĩͨ�^(gu��)� �LͲ�Ɖ�����ӡ�}(c��ng)�Ĵ�ӡƽ���ϣ��γ�һ��(g��)�ܱ���ƽ��ķیӣ�2���˕r(sh��)����������ϵ�y(t��ng)����(hu��)����(j��)��Ƭ�Ķ��SCAD·���ڷی����M(j��n)���x���Ԓ��裬�����赽�ķ� ĩ�w����(hu��)���ڼ��⽹�c(di��n)�ĸߜض����Y(ji��)��һ�𣬶����ɾ���һ����ȵČ�(sh��)�w��Ƭ��δ����ą^(q��)����Ȼ����ԭ��(l��i)����ɢ��ĩ�3��һ�ӟ��Y(ji��)��ɺ�ӡƽ�_(t��i)����(j��)��Ƭ �߶��½���ˮƽ�LͲ�ٴΌ���ĩ�ƽ��Ȼ�����_ʼ��һ�ӵğ��Y(ji��)���˕r(sh��)���c��֮�gҲͬ�r(sh��)���Y(ji��)��һ��4����˷���(f��)��ֱ�����Y(ji��)�����Ќ��档�Ƴ�������δ�����Y(ji��)�� ��ĩ������ȡ����ӡ�õČ�(sh��)�wģ��
����SLS��ˇ�ă�(y��u)��(sh��)���ӄ�(sh��)
�c����3D��ӡ������ȣ�SLS��ˇ�ă�(y��u)�c(di��n)�dz����@��1�����Ͳ���ʮ�֏V��������Փ���f(shu��)���κμӟ���܉��γ�ԭ���gճ�Y(ji��)�ķ�ĩ���϶����� ����SLS�ij��Ͳ��ϣ�2�����Դ�ӡ�κΏ�(f��)�s�Y(ji��)��(g��u)�������U�սY(ji��)��(g��u)�����ĽY(ji��)��(g��u)�ȡ��^(gu��)���c�����(f��)�s�̶ȟo(w��)�P(gu��n)���Ƽ��ď�(qi��ng)�ȸߣ�3�����������ʸߣ�δ���Y(ji��)�ķ�ĩ�� �؏�(f��)ʹ�ã��������M(f��i)�٣�4���o(w��)�֧�νY(ji��)��(g��u)����ɢ��ĩ��֧�����ã����ʹ�ӡǰ��ģ��̎���y�ȣ�5��SLS��ˇ�ɼӹ������������W(xu��)���ܵĘ�(bi��o)��(zh��n)���ϣ�6���ɼ� �����ϷN��m(x��)���ӣ���С�������a(ch��n)�Ѓr(ji��)��(y��u)��(sh��)���@��
�c����(y��ng)��ע�ܼ���ȣ�SLS��ˇ�a(ch��n)Ʒ�����ܲ�����ȫһ�£������Ǯa(ch��n)Ʒ�����^��ֲڡ�
SLS��ˇ�����ԑ�(y��ng)���ڸ��и��I(y��)�У����H�����аl(f��)�O(sh��)Ӌ(j��)�A�εĸ����(y��n)�C��ͬ���m���ڹ������ְ���������K���㲿�������a(ch��n)���Լ�ֱ�ӻ��g�ӵ������ڸ��N�����T�졣Ŀǰԓ��ˇ�ں��պ��졢������ӡ���܇�������t(y��)���o������ˇ���g(sh��)�͟���I(l��ng)����кV���đ�(y��ng)�á�

����SLS��ˇ��(y��ng)�÷���
1���ӹ���(bi��o)��(zh��n)���ϵ����^���b�䡢����ԭ�͡�
2��֧���������A�ߡ��̶��b�õȡ�
3���������a(ch��n)��
(؟(z��)�ξ���admin)

��һƪ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
 ʲô��G���a��
ʲô��G���a�� �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z �錚���3D��ӡ���K�Oָ��
�錚���3D��ӡ���K�Oָ�� Ϟ�������3D��ӡ���K�Oָ
Ϟ�������3D��ӡ���K�Oָ- ��ʲô��G���a��
- ���P(gu��n)��3D��ӡ����������P(gu��n)֪�R(sh��)
- �� Cura��һ���O(sh��)�ã���ʼ�Ӻ�(ji��n)�ν��
- ��һ���˽�3D��ӡˮ���z
- ���錚���3D��ӡ���K�Oָ�ρ�(l��i)�ˣ�Ո(q��ng)�պ�
- ��Ϟ�������3D��ӡ���K�Oָ�ρ�(l��i)�ˣ�Ո(q��ng)��
- �����������ˮ3D��ӡ����
- ���ؿ���3D��ӡ֧�ΨC�K�Oָ��
- ��6�N�Ĵ���ȥ��3D��ӡ���ķ�����
- ��2023��10�����m�ϳ��W(xu��)�ߵ����M(f��i)3D��ģܛ
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l(shu��)������õ�ģ��
�l(shu��)������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�- ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�(gu��)3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ(g��u)�Iָ�ϣ�����x����m��3D��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ���������˽�N�Ҋ��3D��ӡ����
- ��ʲô��3MF������STL��ʽ�Æ


